Account
Inquiry






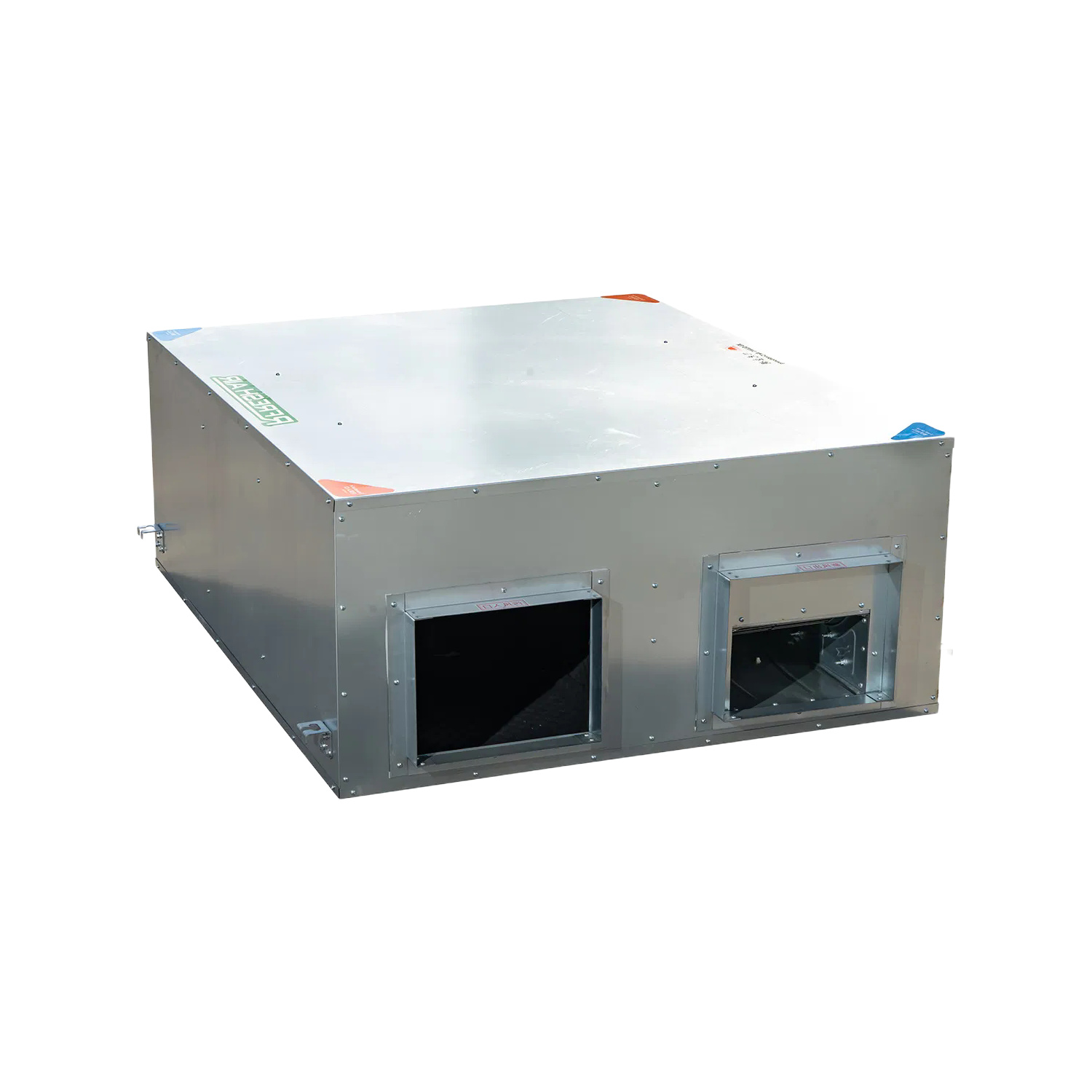
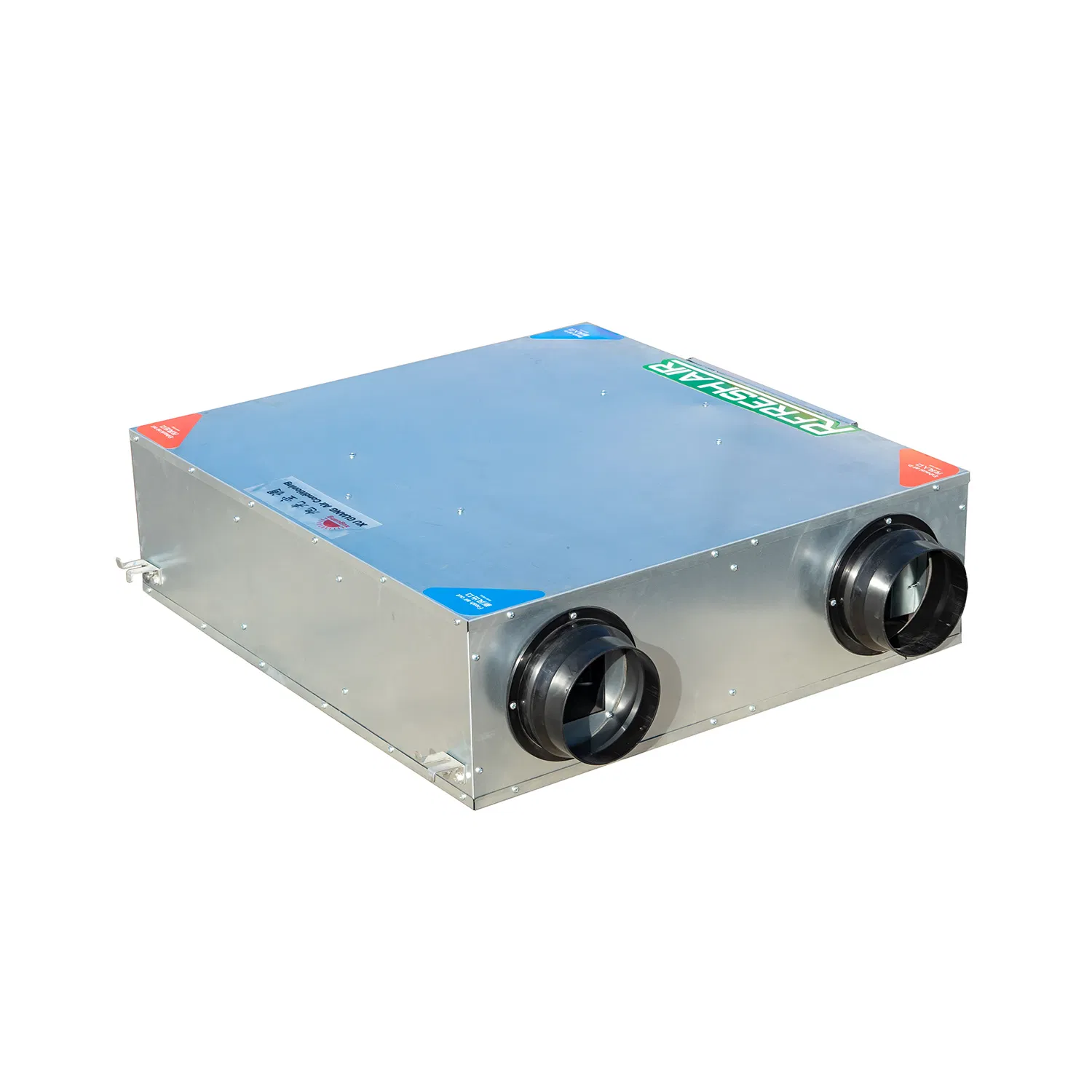
The efficiency range sits between 57% and 76% depending on the model, and we've seen it handle air volumes from 200 up to 6000 m³/h. It basically does what a cross flow core is supposed to — recovers heat without mixing the airstreams, which keeps the building comfortable without wasting energy. Static pressrue runs from 40 to 240 Pa, so it's pretty for different duct setups. The fin pitch can vary from 2.5 to 10 mm (usually 4 mm or 6 mm are what most buyers go with), and the thickness is around 0.1 to 0.3 mm depending on if you pick stainless steel or alumnum.
Our project manager for a mid-sized office block specified the H Series because the noise level caps at about 66 dB(A), but in quieter zones it stays closer to 29 dB(A). That matters when you're running it in a conference room or a meeting area — it's better than some of the alternatives we tested. Tempearture resistance tops out at 280°C for the high-temp variant, which is fine for most industrial heat recovery application; 150°C or 220°C cover the standard setups.
They're used in commercial ventilation, industrial workshops, and even machine rooms with specific air quality needs — but you wouldn't put one in a small residential unit, the air volume range just doesn't match. The counter flow option is tighter on efficiency (think around 80%), but cross flow is easier to maintain and costs less per unit. Either way, the fins are thin enough to pack a lot of surface area into a compact core.
We usually get a CE certificate and an ISO 9001-2008 compliance document with each shipment; warranty is a standard one year. Lead time is roughly 20 days or so for 50 units, but confirm with the suplier if you're north of 100. One thing nobody talks about is the foam density inside housing — we had to swap out a spec once because of that it trapped condensation in a colder climate, so check your dew point if you're below freezing.
350 units, our typical order, take about 4 weeks including the holiday shutdown. They run with a MOQ of 10 units for the standard sizes, but custom dimensoins are available if you're patient — delays aren't unusual for fin pitch changes. Power consumption is 0.016 to 1.8 kW, which basically means you can run the smallest unit on a standard wall outlet.
People who spec these are usually facility managers or HVAC contractors who've had bad luck with spinning wheels or plate exchangers that freeze up. Anyway, the H Series is a solid compromise between heat recovery rate and simplicity — the cross flow design doesn't have moving parts, so it's low maintenance. And the price per cubic meter of airflow is actually better than some of the cheaper riveted versions we looked at early on.
Generally 15-20 working days for standard sizes, but custom specs like fin thickness or pitch might add a few days. We'll confirm once you share your order details.
Yes, we include both the CE declaration and ISO9001-2008 certificate with every order. Just let us know if you need them in a specific format.
Our standard MOQ is 10 units, but we can sometimes do 5 for a trial order. Contact us with your quantity, and we'll check availability.
We pack each core in a sturdy wooden crate with foam padding inside. For aluminum models, we add extra corner protectors to avoid bending.
Yes, the 280°C version works across the full 200-6000 m³/h range, but it's only available in stainless steel. Aluminum maxes out at 150°C.
Great experience overall. The shipping was incredibly fast and efficient. I was pleasantly surprised by how quickly the item arrived, especially considering its size. The packaging was secure and professional, with no signs of damage whatsoever. This careful handling speaks volumes about the seller’s attention to detail. Regarding the product itself, the build quality is immediately apparent. The materials feel robust and well-constructed, promising durability for industrial applications. It has a solid, precise feel that inspires confidence. The finish is clean, and everything appears to be manufactured to high standards. As for customer service, they were responsive and helpful. Any preliminary questions I had were answered promptly and clearly. The entire process, from ordering to delivery, was seamless and straightforward. While I haven’t installed the unit yet for its intended purpose, my initial inspection based on logistics, apparent quality, and support interactions has been entirely positive. This level of service and product presentation makes a strong first impression and sets a high bar. I appreciate the smooth transaction and the evident care taken at each step. Based on these factors alone, I would not hesitate to consider this supplier for future needs. A very satisfactory purchase from start to finish.
Hats off to the team for an outstanding experience from start to finish. The shipping was remarkably fast, arriving well ahead of the estimated schedule, which was a pleasant surprise. Packaging was secure and professional, ensuring the product arrived in pristine condition without a single dent or scratch. Regarding quality, the construction feels exceptionally robust and precise; the materials used appear to be of high-grade, durable metal, and the craftsmanship is evident in the clean welds and fittings. It has a substantial, well-made feel that inspires confidence for long-term industrial use. Customer service was equally impressive. I had a pre-sale question about compatibility, and the response was not only prompt but also thorough and knowledgeable, guiding me to the perfect model for my ventilation system. The entire process was seamless. While I haven't installed it yet, the initial impressions based on logistics, perceived quality, and support are overwhelmingly positive. This level of attention to detail in delivery, product finish, and customer care is commendable and sets a high standard. Highly recommended based on these facets alone.
Upon receiving the Energy Saving Cross Flow Heat Exchanger Core, I was immediately impressed by the ultra-fast shipping. The logistics were handled exceptionally well; the package arrived ahead of schedule and was in perfect condition, with no signs of damage. The quality of the product is outstanding. The materials feel robust and well-constructed, exactly as described for industrial ventilation applications. It has a solid, professional finish that inspires confidence in its durability and performance within an energy recovery system. The service provided was also top-notch. Communication was clear and prompt, and any preliminary questions I had were answered thoroughly and courteously. Overall, this was a very smooth and satisfactory purchase experience from start to finish. The combination of efficient logistics, high-quality manufacturing, and excellent customer service makes this supplier highly recommendable for anyone in need of a reliable plate heat exchanger or air exchanger component.
Quick delivery and excellent packaging ensured the item arrived safely without any damage. Quality-wise, the construction feels robust and durable, meeting my expectations for industrial use. Service was outstanding, with prompt responses to my inquiries and smooth handling of the order process. Overall, a very satisfactory experience that I'd recommend to others.
Zippy delivery and excellent packaging ensured my order arrived safely ahead of schedule, which was a pleasant surprise. The build quality is robust and durable, showing no defects upon inspection. Customer service was responsive and helpful, quickly addressing my queries with clear communication. Overall, a very satisfying experience from start to finish.
My experience with this purchase was quite positive overall. The shipping was remarkably fast, arriving much sooner than I anticipated, which was a pleasant surprise. The packaging was secure and ensured the item reached me in perfect condition without any damage. In terms of quality, the product feels sturdy and well-made, with no visible defects or issues upon inspection. The customer service team was responsive and helpful when I had a question, providing clear and timely assistance. I'm satisfied with how smoothly everything went from ordering to delivery.
Great experience overall with this purchase. The delivery was incredibly fast and arrived ahead of schedule, which was a pleasant surprise. Good quality materials used in the product, it feels sturdy and well-made. Excellent customer service team responded promptly to my inquiries and were very helpful throughout the process. Highly recommend for anyone looking for reliable components.
Notably, the delivery was incredibly fast and well-packaged, ensuring the item arrived in perfect condition without any delays. The quality of the materials used feels robust and durable, promising long-term reliability for various applications. Additionally, the customer service team was highly responsive and helpful, promptly addressing all my inquiries with clear and friendly communication. Overall, a very satisfying experience that I would gladly recommend to others.
Shipping was surprisingly swift and well-handled. The packaging arrived intact with no visible damage, which is always a plus. Superb quality materials are evident upon inspection; everything feels durable and well-manufactured. Service from the seller was stellar—responsive and helpful throughout the process. Satisfied with the overall experience and would definitely recommend this to others looking for reliable components. Smooth transaction from start to finish, making it a stress-free purchase. Solid performance in all aspects that matter for a buyer.