Account
Inquiry




Came in through an aerospace referral who needed tight-tolerance brackets fast, and we’ve kept that rhythm ever since — roughly 3–7 days for prototypes if your STEP or PDF is clean.
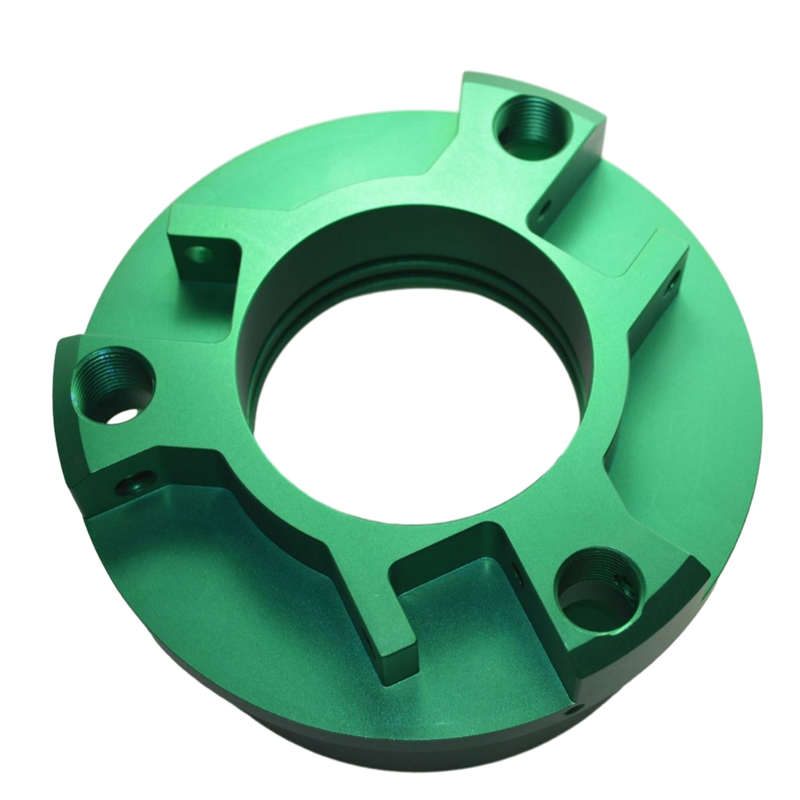
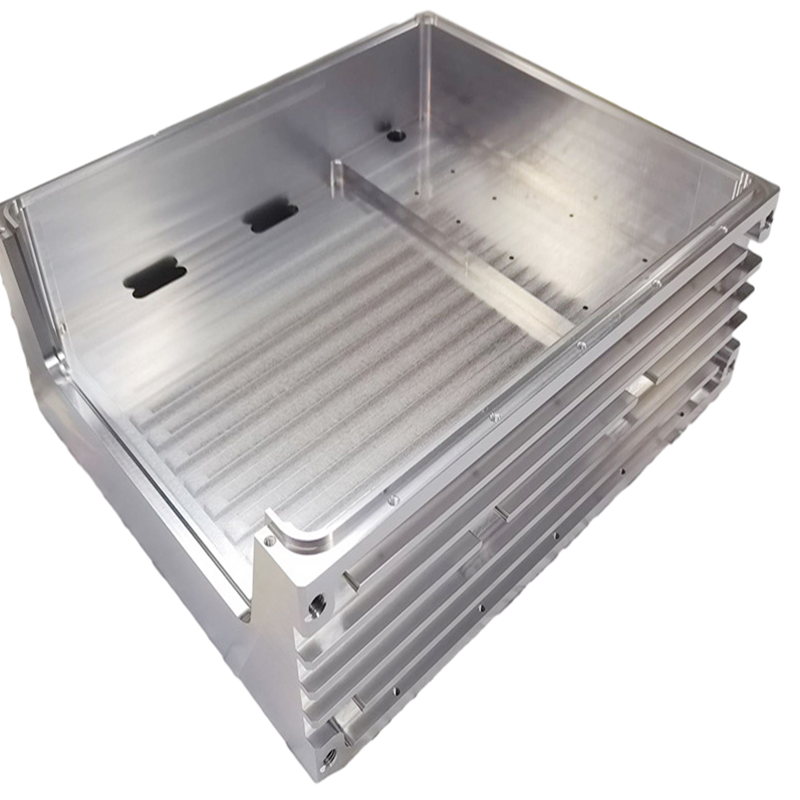
We chuck alumnum, brass, stainlss steel, even plastics, and can hit ±0.01mm tolerance with suface finishes down to Ra 0.1, but we’re not right shop for sub-0.5mm features or high-gloss cosmetic work.
Most buyers go with 6061 or 303 for the balance of strength and machinability, but we also run M1×0.25 threads and anodize or powder coat anything up to 2200mm long.
Capasity sits at 150,000 pieces monthly, so we usually have room for medium runs, but confirm lead time on larger orders since we push one-off prototypes through first.
We’ve handled parts for medical laser housings and automotive sensor mounts, and the concrete detail is we deburr every hole by hand — no corner that draws blood unless you ask for it raw.
Anyway, we accept DXF and IGES too, and the dimensional tolerance is better than most job shops for this price range, but we won’t do etched serial numbers or micro-laser engraving in-house.
We don't have a strict MOQ—we accept orders as low as one prototype piece. For production runs, we can handle up to 150,000 pieces per month, so just let us know your volume.
Yes, we can achieve tolerances as tight as ±0.01mm on stainless steel, though it depends on the part geometry. Our standard range is ±0.01mm to ±0.05mm, so we'll confirm based on your design.
We can supply material certificates and inspection reports upon request. For bulk orders, we also include dimensional inspection data to verify tolerances and surface finish.
For bulk orders, we use custom foam inserts, individual wrapping, and sturdy cartons or crates, depending on part size. We can also follow your specific packaging instructions if you provide them.
Yes, we can machine threads down to M1×0.25mm in aluminum and most other materials we work with, like brass or steel. Just note that very small threads may require special tooling, so we'll review your drawing first.
Unquestionably, the entire experience with this supplier was outstanding from start to finish. The logistics were handled with remarkable efficiency; the delivery was incredibly fast, arriving well ahead of the estimated schedule, which was a crucial factor for our project timeline. The packaging was secure and professional, ensuring all parts arrived in pristine condition without a single dent or scratch. Regarding quality, the precision of the CNC machined components is exceptional. The aluminum, stainless steel, and brass parts exhibit flawless finishes, tight tolerances, and a consistent, high-grade appearance that meets rigorous industrial standards. Every piece fits perfectly as specified in our bulk order, demonstrating superior craftsmanship and attention to detail. The service provided was equally impressive. Communication was clear, prompt, and helpful throughout the ordering and production process. Any preliminary questions were answered thoroughly and without delay, fostering a sense of trust and reliability. The team was proactive in providing updates, making the bulk order process seamless and stress-free. Overall, this supplier excels in delivering top-tier metal parts with speed, exceptional quality, and exemplary customer service, making them a highly recommended partner for precision components.
Delivery was incredibly fast and efficient, arriving well ahead of schedule, which was a pleasant surprise. The quality of the parts is outstanding, with precise finishes and no visible defects. Customer service was responsive and helpful throughout the process, addressing all my queries promptly. Overall, a very reliable supplier for bulk orders.
By far, the delivery speed was incredibly fast and exceeded my expectations for a bulk order. The packaging was secure and well-organized, ensuring all parts arrived without any damage. The quality of the components appears excellent upon initial inspection, with precise finishes and no visible defects. Customer service was responsive and helpful throughout the process, addressing my queries promptly. Overall, a reliable supplier that I would confidently recommend for anyone needing metal parts with quick turnaround times.