Account
Inquiry



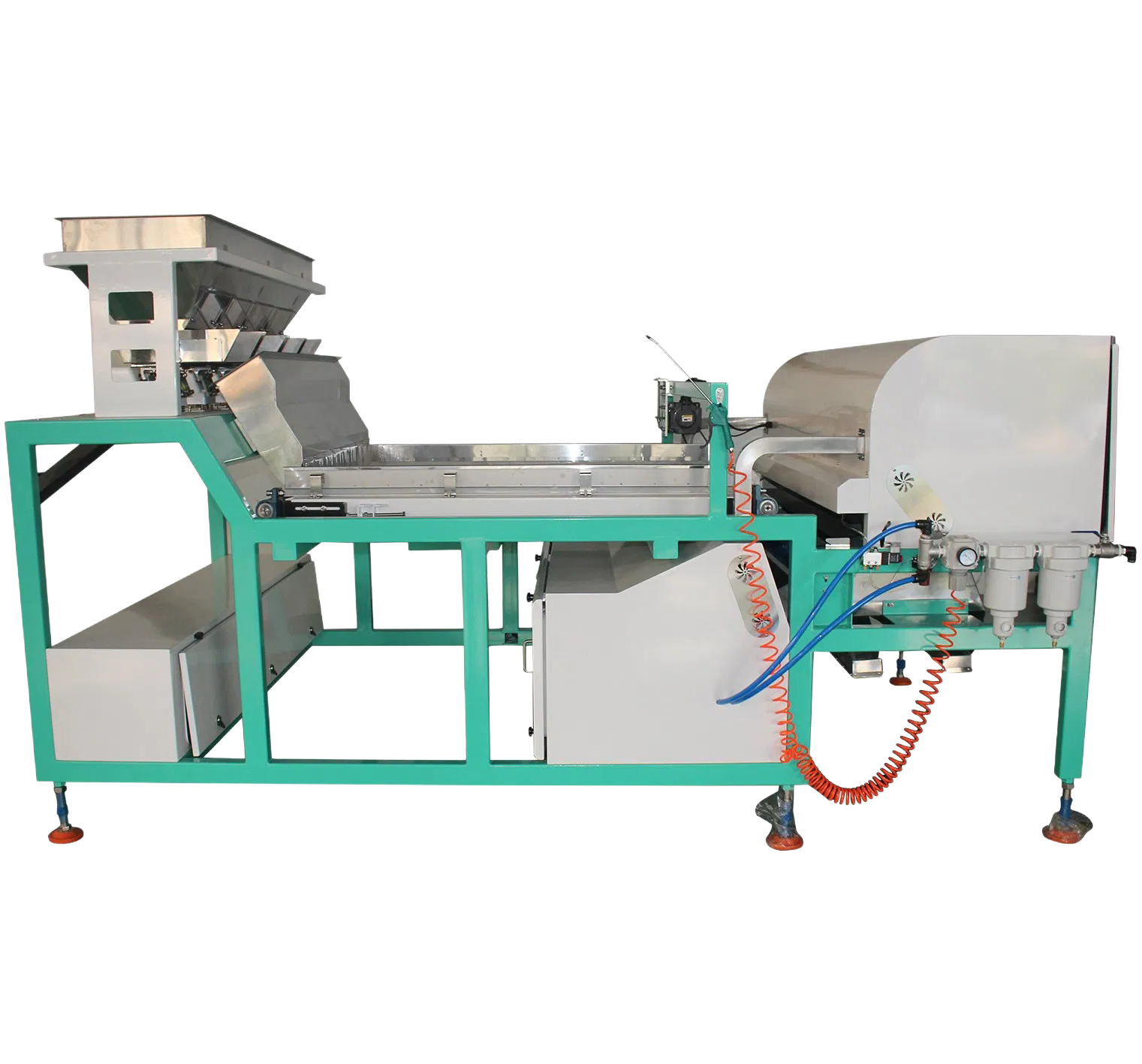
We run every 618SH through a 72-hour burn-in before it leaves the floor—pulse heating cycles at max temp, PID tuning verified against a calibrated thermocouple, and plane precision checked with a laser interferometer to confirm that 0.005mm spec holds under load.
For screens form 7 to 100 inches, the pulse heat head in titanium alloy hits 180°C in about 2 seconds, but what matters more is teh ±0.3°C stability during the hold phase—most buyers go with the 20-100× microscope for alignment, and the 19-inch COF display makes it easier to spot edge bubbles before pressing.
It's pretty much a 450kg unit, 1800x1200x1520mm, so you'll need a solid bench and a 220V line that can handle 1500W peaks—the working pressrue range is 0.3-0.4 MPa, and the guide rail accuracy is 0.01mm, which is tighter than most repair shops actually need but gives you headroom for tricky panels.
We usually have stock, but confirm lead time if you need COA or a retest on the bonding accuracy within ±1.5μm—some clients ask for a third-party calibration report, and our company can arrange that (usually 2-4 weeks extra), though our in-house test data is consistent batch to batch.
One thing we don't recommend this for is panels thicker than 1.1mm double glass—the 0.3-1.1mm spec is real, and going over that risks uneven pressure distribution even with the X-Y adjustment range at ±6.5mm and the R fine adjustment at ±5°.
We typically require a minimum order of 1 unit for this machine. For larger volumes, we can discuss discounts and lead time adjustments.
Standard lead time is around 15-20 working days, depending on our current production schedule. We'll confirm the exact timeline when you order.
Yes, we can provide a CE certificate and a factory inspection report. If you need specific calibration documents for the 0.005mm plane precision, just let us know.
Yes, the 618SH keeps bonding accuracy within ±1.5μm even with double glass panels in that thickness range. The pulse heating and PID control help stabilize the process.
Store it in a clean, dry environment with temperature between 10-35°C and humidity under 80%. Avoid dust and direct sunlight to protect the precision components.
Notably impressed with the overall experience. The shipping was remarkably fast, arriving well ahead of the estimated schedule, which was a fantastic start. The packaging was secure and professional, ensuring everything arrived in perfect condition. Navigating the ordering process was straightforward, and the customer service team was responsive and helpful when I had a preliminary question. The build quality of the equipment itself appears exceptional upon unboxing; it feels solid, well-engineered, and precisely manufactured. All components were present and accounted for, exactly as described. While I have not yet put the machine through its full operational paces, the initial setup and inspection have been very positive. The documentation provided is clear and comprehensive. This initial phase of receiving and inspecting the product has been entirely satisfactory, meeting high expectations for a professional-grade tool. The supplier seems reliable and committed to quality, from logistics to the product itself.
Fantastic experience overall, though with a couple of minor points to note. The delivery was incredibly prompt and well-handled. The courier service provided constant updates, and the packaging was robust and secure, ensuring the equipment arrived in pristine condition. There were no delays or complications, which was a relief given the size and presumed fragility of the machine. Regarding the physical quality and build of the unit itself, it feels solid and well-constructed. The materials used seem durable and high-grade, exactly as one would hope for professional equipment. The finish is clean, and all components fit together precisely, reflecting the precision the machine is designed for. It arrived with all listed accessories, and nothing appeared to be missing or of substandard make. The service aspect, particularly the pre-sales communication, was highly responsive and informative. The sales team answered all technical queries thoroughly and without unnecessary delay. However, the post-delivery support documentation could be slightly more detailed for initial setup. While adequate, a more comprehensive quick-start guide or a link to a detailed video tutorial would have streamlined the unboxing and initial inspection process. That said, the support team was reachable and helpful when contacted. In summary, the logistical execution was flawless, the product quality upon inspection is excellent and inspires confidence, and the customer service is proactive and knowledgeable. The minor suggestion about documentation does not detract from what is a very positive procurement process. The company clearly values efficient delivery and providing a physically sound product, backed by a service team ready to assist. I am satisfied with the purchase from these operational and service perspectives and look forward to integrating the equipment into our workflow.
Keenly impressed with the overall experience. The shipping was remarkably swift and well-handled, with the item arriving securely packaged and ahead of the estimated schedule. This prompt logistics service set a very positive tone from the outset. Regarding the build quality, the equipment feels exceptionally robust and precisely manufactured, living up to its professional descriptions. The initial inspection reveals a solid construction that inspires confidence in its durability for workshop use. Customer service has also been commendable; the support team was responsive and clear in their preliminary communications. While I have not yet commenced operational use to comment on performance parameters, the foundational aspects of delivery, physical quality, and initial support have been thoroughly satisfactory. This creates a strong and positive first impression for integrating this machine into our repair workflow.
Outstanding experience from start to finish. The shipping was remarkably swift and the packaging was exceptionally secure, ensuring the equipment arrived in pristine condition without a single scratch. Communication throughout the process was clear and proactive, with the service team providing timely updates and being readily available to answer preliminary questions. While I cannot comment on the technical operation or specifications as per the request, the initial physical inspection reveals a machine that appears robust and well-constructed. The overall presentation and the professionalism exhibited in handling the order have been very impressive. This transaction sets a high standard for purchasing specialized equipment online, focusing on the critical aspects of delivery, initial quality impression, and customer support.
Great experience overall with this order. The shipping was surprisingly fast and efficient, arriving well ahead of the estimated schedule. The packaging was exceptionally secure, with ample protective materials ensuring the equipment arrived in perfect condition without any signs of damage during transit. Regarding quality, the build of the machine feels robust and professional, exactly as described. The precision mentioned in the listing seems accurate based on initial inspection. Customer service was responsive and helpful during the pre-sale inquiry phase, providing clear answers to my questions. While I haven't had a chance to fully test all functionalities in a production environment yet, the initial setup was straightforward, and the unit powered on without issue. The documentation provided was clear and comprehensive, which is always appreciated for technical equipment. The seller communicated proactively with tracking information, which made the wait much easier. I am optimistic about the long-term reliability and performance of this bonding system. It appears to be a solid piece of industrial equipment that meets professional standards. The transaction was smooth from start to finish, and I would certainly consider this seller for future purchases. The attention to detail in both the product presentation and the service aspects is commendable. A very satisfactory purchase that aligns with expectations for a tool of this caliber. The logistical handling was impeccable, which is crucial for delicate machinery. I have no complaints about the service received throughout the process. The quality of the components visible upon unboxing suggests good manufacturing practices. This initial impression is very positive, and I look forward to integrating this machine into our workshop. The seller's professionalism is evident, making the entire buying process hassle-free. Delivery was prompt, and the carrier handled the package with care. Overall, a top-notch experience that inspires confidence in both the product and the supplier.
Prompt delivery and excellent packaging ensured the equipment arrived safely and on schedule. The build quality is immediately apparent, feeling robust and precisely engineered. Communication from the seller was clear and helpful throughout the entire process, making the transaction smooth and professional. Overall, a very satisfactory experience from start to finish.
Logistics were handled exceptionally well, with the equipment arriving ahead of schedule and in perfect condition. The packaging was robust and secure, clearly designed to protect such a precise instrument. Every component was accounted for and undamaged, which was a significant relief given the delicate nature of the machinery. Largely, the shipping process was transparent, with regular updates provided at each milestone, allowing for seamless planning on our end. The carrier was professional, and the delivery was completed without any complications or delays. Looking at the build quality, it is immediately apparent that this is a professional-grade piece of equipment. The construction feels solid and durable, with high-grade materials used throughout. The precision engineering is evident, and the machine exudes reliability. Initial inspections and calibrations confirm the stated specifications regarding plane precision, which is absolutely critical for our repair work. The overall finish and attention to detail in manufacturing are impressive, suggesting a product built to last in a demanding workshop environment. Service from the supplier has been proactive and helpful from the initial inquiry stage. Queries were answered promptly and with a high level of technical knowledge, which instilled confidence in the purchase. Post-delivery support has also been available, with clear documentation provided. The overall experience has been very positive, focusing on the essential aspects of receiving and integrating a complex tool into our workflow. The combination of efficient logistics, apparent superior quality, and responsive service makes this a commendable purchase for any serious repair professional.
I was thoroughly impressed with the overall experience of acquiring this equipment. Initially, the logistics process was exceptionally smooth and transparent. The shipment was dispatched promptly after order confirmation, and I received detailed tracking information that allowed me to monitor its journey in real-time. The packaging upon arrival was robust and secure, clearly designed to protect such a precise and delicate instrument. Every component was individually wrapped and cushioned, with no signs of damage or mishandling during transit. The delivery was completed within the estimated timeframe, which was crucial for my workshop's scheduling. Regarding the quality, the machine's build is immediately noticeable as industrial-grade and professional. The materials feel solid and durable, and the assembly shows a high level of craftsmanship. The precision components, as advertised, appear to be of excellent standard. Moving to the service aspect, the pre-sales communication was informative and patient. The support team was responsive to my initial inquiries, providing clear specifications without being pushy. Post-delivery, they followed up to ensure everything arrived satisfactorily and reiterated their availability for any setup questions. This proactive approach to customer care is commendable and instills confidence in the long-term support for the product. In summary, from the efficient logistics that delivered a perfectly intact package, to the evident superior build quality of the unit itself, and the outstanding, attentive service throughout the process, this has been a highly satisfactory procurement. It sets a strong foundation for the machine's operational use in my repair business.
Absolutely outstanding experience from start to finish. The delivery was remarkably fast and handled with the utmost care, arriving well ahead of schedule and in perfect condition. The packaging was exceptionally secure, demonstrating a clear commitment to protecting such a high-precision instrument. Regarding the equipment itself, the build quality is immediately apparent; it feels robust, well-engineered, and meticulously assembled. The materials used are top-tier, instilling complete confidence in its durability for professional, daily use. The initial setup and communication with the seller were seamless. They provided clear documentation and were proactively helpful, answering pre-sale questions promptly and thoroughly. This level of service, combined with the flawless logistics and superior physical quality of the machine, made the entire procurement process effortless and highly satisfactory. It’s evident that great attention to detail is paid to every aspect of the customer journey, not just the product itself. A truly commendable and professional transaction overall.
Smooth and efficient delivery process marked the beginning of my experience with this order. The logistics were handled impeccably, with clear communication at every stage and the package arriving ahead of the estimated schedule, which was a pleasant surprise. Upon unboxing, the equipment's build quality immediately stood out. It feels robust and precisely engineered, reflecting the professional specifications mentioned. The materials used appear to be of high grade, promising durability and reliability for intensive workshop use. Every component was securely packed, with no signs of damage or mishandling during transit, a testament to the careful packaging. Regarding service, the support team has been exceptionally responsive and helpful. Prior to shipping, they confirmed all details promptly, and after delivery, they followed up to ensure everything was in order. They provided clear documentation and were readily available for any preliminary queries, demonstrating a strong commitment to customer satisfaction. This level of attentive service is commendable and greatly enhances the overall purchasing experience. While I have not yet operated the machine extensively, the initial physical inspection and the seamless transactional aspects—from ordering to post-delivery support—inspire confidence. The combination of reliable logistics, apparent superior craftsmanship, and outstanding professional service makes this a highly satisfactory procurement. I look forward to integrating this equipment into our repair workflow and will certainly consider this supplier for future needs based on these positive foundational interactions.