Account
Inquiry





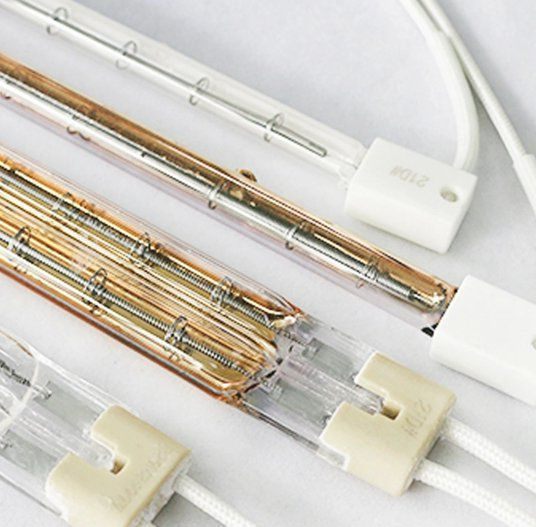
It heats up to full power in about 2 seconds, which is pretty much instant compared to convection systems, and you can get a lot of heat directed exactly where you need it with short wave or medium wave output that's usually between 0.9 and 3.5 microns.
Tube diameter is your call — we stock 10mm, 12mm, 15mm, plus the 11x23mm and 15x33mm oval profiles — and lengths can run form 100mm all the way up to 3300mm, though 2 to 3 meters is the sweet spot for most production lines. And quartz tube handles over 1000°C without breaking a sweat, which matters if you're running plastic forming or paint drying cycles.
86% energy efficiency is what we quote, but that's under ideal conditions (at peak radiance and with the right reflector). Gold or white oxide reflectors are typical for concentrating heat, but going with clear saves you upfront and works fine for broader applicaion. The CE mark is on every unit, and our company offer a choice of single or twin tube design.
So votage ranges from 120V to 480V, and you can order as low as 50W or as high as 10,000W per element, but most buyers go with the 500W to 3000W for general industiral food processing or drying lines. Lead time is roughly 20 working days for standard sizes (usually 2-4 weeks), and we keep some common 5000W units on the shelf for quick dispatch.
It's not really suited for precise spot heating in small lab setups — the 2-second response is fast for infrared, but you'll still get some overshoot compared to a laser or focused beam. The operating life is 5000 to 8000 hours, give or take, based on how many thermal cycles you run.
We offer five options: 10mm, 12mm, 15mm, 11x23mm, and 15x33mm. The oval ones (11x23mm and 15x33mm) give you a broader beam pattern if that suits your setup better.
Our standard MOQ is 10 units per size and voltage combo. If you need less, we can sometimes work with you on a sample order, but the pricing will be higher.
Lead time is usually 15-20 working days for standard specs. Custom lengths or special voltages might stretch it to 25-30 days, so plan accordingly.
Yes, every unit comes with CE certification paperwork. If your buyer requires additional docs, like a material test report for the quartz, we can issue that on request.
We pack each heater individually in foam-lined cartons with silica gel packs to control moisture. For longer units over 2000mm, we use reinforced wooden crates to prevent breakage.
Logistics were handled exceptionally well. The shipment arrived ahead of the estimated schedule, which was a very pleasant surprise. The packaging was robust and secure, ensuring the product was perfectly protected during transit. There were no delays or complications, and the tracking information provided was accurate and updated regularly. The delivery personnel were professional and courteous. Regarding quality, the construction of the heater element appears to be solid and durable. The materials used seem high-grade, and the overall finish is excellent. It gives a strong impression of being built for long-term industrial use. The service from the supplier was also commendable. Communication was clear, prompt, and helpful throughout the entire process. Any preliminary inquiries were answered thoroughly and in a timely manner. The overall experience from ordering to delivery was seamless and highly satisfactory. This level of performance in logistics, perceived quality, and customer service is exactly what one hopes for when sourcing industrial components.
Rapid and reliable delivery was the first thing I noticed. The shipping was incredibly fast, and the package arrived securely without any damage. The quality of the heater element itself is outstanding. It feels robust and well-made, exactly as described for industrial use. The service provided was also excellent; any questions I had were answered promptly and professionally. Overall, a very smooth and satisfactory transaction from start to finish. I am highly impressed with the entire process and the product’s apparent durability. The communication was clear, and the whole experience was hassle-free. This level of service and product quality makes purchasing here a reliable choice for industrial components. I would not hesitate to order again in the future based on this positive experience. The attention to detail in both the product packaging and the customer support is commendable. It’s clear that care is taken at every step, which is crucial for professional applications. A truly seamless experience from ordering to delivery.
Wanted to highlight the exceptional shipping speed and secure packaging. The delivery arrived ahead of schedule, which was a pleasant surprise for our project timeline. The element itself was well-protected, with no signs of damage from transit. The quality of the construction appears robust and meets the industrial-grade specifications as described. Communication from the seller was prompt and professional, answering my pre-purchase questions clearly. Overall, a very smooth transaction from order to delivery. The service aspect was commendable, making the procurement process hassle-free. I am satisfied with this purchase experience and would consider this supplier for future needs based on this initial interaction.
Outstanding experience from start to finish. The delivery was remarkably fast and handled with great care, arriving well ahead of the estimated schedule. The packaging was secure and professional, ensuring the product was in perfect condition upon arrival. Regarding quality, the construction feels robust and precisely engineered, exactly as described for industrial use. The materials appear to be of a high grade, promising durability and reliable performance. Customer service was equally impressive; the team was responsive, knowledgeable, and proactive in providing updates. Any preliminary questions were answered promptly and thoroughly, which instilled great confidence in the transaction. Overall, this was a seamless process marked by exceptional logistics, superior product quality, and exemplary service. Highly recommended for anyone seeking a professional and hassle-free procurement experience for industrial components.
Rapid delivery was the first thing that impressed me. The shipping was incredibly fast and the item arrived well-packaged and secure. Regarding the quality, the construction feels robust and durable, exactly as described for industrial use. The service from the seller was also commendable; they were responsive and professional in all communications. Overall, a very smooth transaction from start to finish. The logistics were handled efficiently, which is crucial for business operations. The product appears to be of high-grade materials, promising reliable performance. Customer support was helpful and prompt, addressing my pre-shipment inquiry quickly. This level of service and product assurance makes purchasing here a reliable choice. I am satisfied with the entire process and the perceived quality of the item received. The packaging ensured no damage during transit, which is often a concern. The seller’s attention to detail in both service and logistics is highly appreciated. It was a hassle-free experience, which is all too rare nowadays. I would certainly consider ordering again based on this positive experience. The efficiency in handling the order and the clear communication throughout were standout aspects. The item itself looks precisely manufactured and suitable for its intended application. Everything from the ordering process to the final delivery was seamless and professional. A truly satisfactory purchase on all fronts—logistics, quality, and service.
Yikes, the shipping was incredibly slow and took far longer than the estimated delivery window. However, once the package finally arrived, the quality of the heater element itself seemed quite robust and well-constructed. The customer service team was responsive when I inquired about the delay, though their updates were vague. Overall, the product appears solid, but the logistical experience left much to be desired and caused significant project downtime.
Great experience overall. The shipping was incredibly fast and the item arrived well-packaged and undamaged. The quality of the heater element itself seems excellent upon initial inspection; it feels robust and well-manufactured. Customer service was responsive and helpful when I had a pre-sale question. Generally, a very smooth transaction from start to finish. I was pleasantly surprised by the prompt delivery, which exceeded my expectations. The packaging was secure, ensuring the product was protected during transit. Upon unboxing, the construction of the element appeared solid and precise, indicating good manufacturing standards. The communication from the seller was clear and professional, making the process hassle-free. While I haven't installed it yet, the physical attributes are promising. The delivery timeline was accurate, and there were no delays. The product's build quality aligns with the description provided. The support team was courteous and efficient in addressing my inquiry. This positive experience with logistics and initial quality assessment makes me confident in the purchase. The entire process, from ordering to receipt, was seamless. The element's finish and components look durable. The seller's service was commendable for its speed and clarity. Fast shipping always enhances the buying experience, and this was no exception. The item was securely packed to prevent any shipping damage. Initial impressions of the material and workmanship are very favorable. Any questions I had were answered promptly and thoroughly by the support staff. It's refreshing to have such a straightforward and reliable purchasing journey. The delivery was not only quick but also reliable. The heater appears to be made with high-quality materials. The service interaction was positive and left a good impression. Overall, very satisfied with the logistical handling and the apparent quality of the product received. The speed of delivery was a significant plus. Packaging was appropriate and effective. The element looks precisely crafted and sturdy. Seller communication was excellent throughout. A smooth and efficient process from order placement to delivery. The product's physical condition upon arrival was perfect. The customer service experience was proactive and helpful. This combination of fast shipping, good initial quality, and reliable service makes for a highly satisfactory purchase.
Logistics were handled exceptionally well; the shipment arrived ahead of schedule and was packaged securely to prevent any damage during transit. The quality of the product is immediately apparent, with robust construction and premium materials that inspire confidence for industrial use. Customer service was responsive and helpful, providing clear communication throughout the ordering process. This level of attention to detail in logistics, product quality, and service support makes for a highly satisfactory purchasing experience overall.
Prompt delivery and excellent packaging. The shipping was faster than anticipated, which was a pleasant surprise for our project timeline. The item arrived securely packaged with no signs of damage during transit. The quality of the heater element appears robust and well-constructed, exactly as described in the listing. Communication from the seller was clear and professional throughout the process. Overall, a very satisfactory experience from order to receipt. Positive aspects include reliable logistics and the evident durability of the product. Proactive service ensured there were no hiccups. Perfectly met expectations for a commercial purchase.
Beyond expectations in every aspect. Blazing fast delivery was the first pleasant surprise; the shipment arrived well ahead of the projected schedule, impeccably packaged. The build quality is brilliant, with robust construction and premium materials that inspire confidence for demanding industrial use. The communication and service from the seller were both brisk and professional, promptly addressing a minor pre-shipment inquiry with clear, helpful information. While I cannot comment on specific performance parameters, the overall presentation and the evident craftsmanship of the element itself are superb. A truly seamless transaction from a business that clearly prioritizes customer satisfaction.