Account
Inquiry




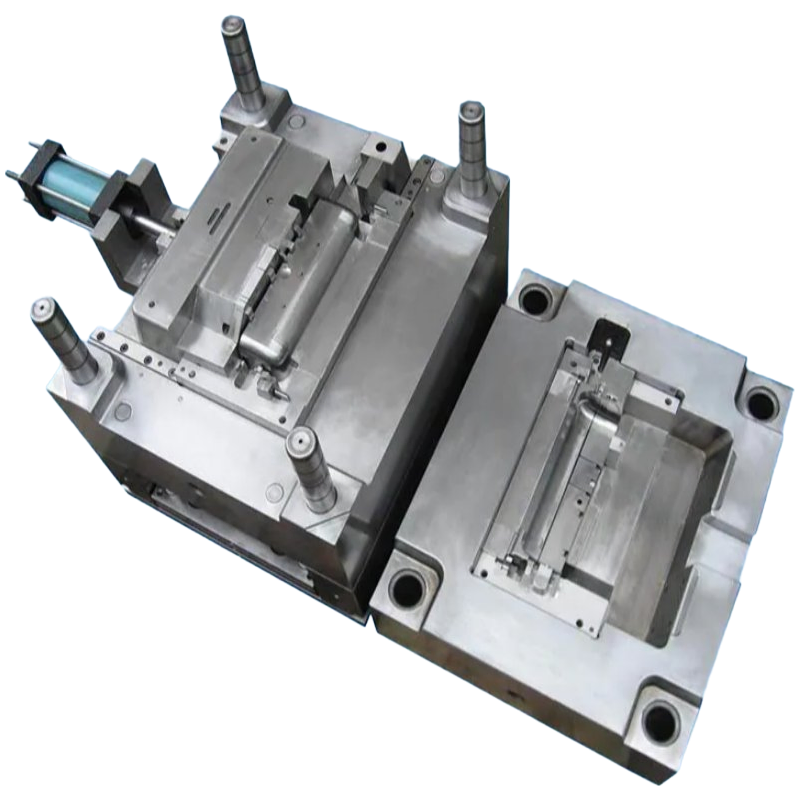
Honestly, the 30.6-ton mold weight isn't something every shop can handle, it limits you to presses with at least 35,000 KN clamping force, but if you're running large automotive structural parts that's pretty much where you need to be anyway.
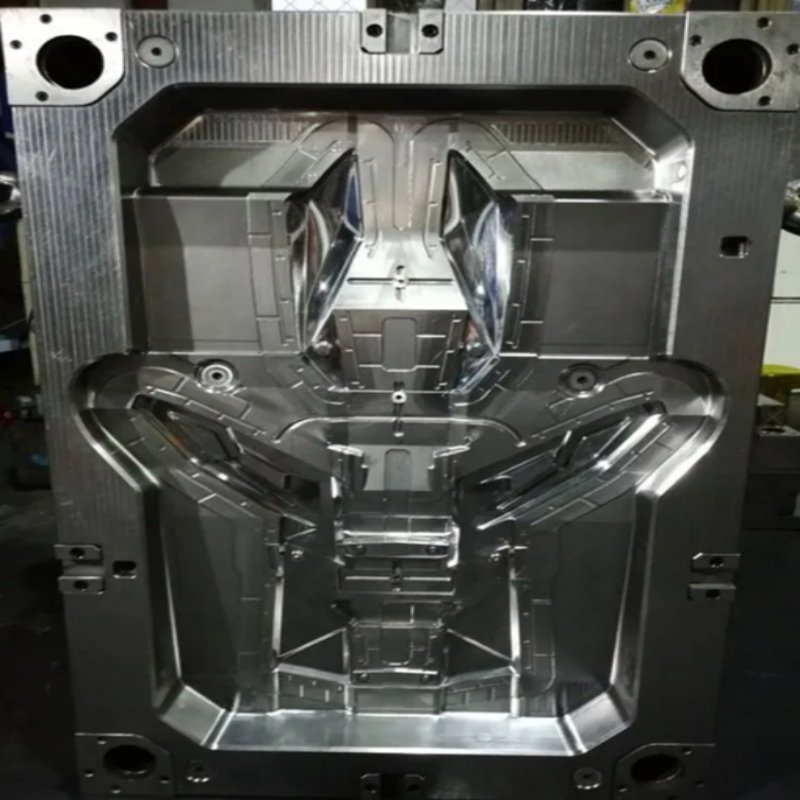
We've found the >HRC45 surfce hardness holds up well under high-presure alumnum flow, especially when you're pushing wall thicknesses below 3mm on complex geometries, though the real advantage is the thermal fatigue resistnce from the —it's better than most standard H13 tooling we've seen in this tonnage range.
MAGMA simulation on the flow analysis is standard for us on every custom die, we run it to catch gas porosity issues before steel, and the UG design integration means our company can adjust gating within a day or so if your part revisions come through.
For a typical automotive oil pan or transmission housing, you're looking at about 20.8 kg final part weight, and the automatic demolding system cuts cycle time by roughly 15-20% compared to manual extraction, though I should mention it's not ideal for parts with deep internal undercuts.
MOQ is usually one set for custom tooling, but we'll need your 3D CAD files and a signed NDA before we start the DFM, lead time is typically 45-60 days depending on complexity (we've had some rush orders done in 30).
Also, teh CE and SGS certs are for mold construction, not the castings themselves—you'll still need your own PPAP documentation for the final parts, just something to keep in mind for your APQP submission.
That clamping force lets us handle large, complex automotive parts up to about 20.8 kg each. It’s the force that keeps the mold closed during injection, so you get consistent, high-density castings without flash or defects.
Absolutely, we customize molds to your exact part geometry and specs. Our engineers use MAGMA for flow and solidification simulation and UG for 3D modeling, so we can optimize the design before cutting any steel.
With proper care—like regular cleaning and lubrication of the demolding system, plus periodic heat treatment checks—you’ll easily get past a million shots. The >HRC45 surface hardness helps it resist wear over that long run.
We’re ISO9001, CE, and SGS certified, and yes, we include SGS inspection reports with each mold delivery. That covers material composition, hardness, and dimensional checks to match your tolerance requirements.
Lead time is usually 30–45 days from design approval, depending on complexity. MOQ is one set of molds, since each one is custom-built for your automotive application. We can also handle high-volume production with our 50T to 7000T press capacity.
Hats off to the team for an outstanding experience from start to finish. The logistics were handled with remarkable precision; my order was dispatched promptly and arrived well ahead of the estimated schedule, packaged securely to prevent any damage during transit. The quality of the molds received is truly exceptional, showcasing superior craftsmanship and attention to detail that meets the highest industry standards. Furthermore, the customer service was impeccable—responsive, knowledgeable, and genuinely committed to ensuring satisfaction. Every inquiry was addressed thoroughly and with a professional courtesy that made the entire process seamless. This level of performance in logistics, quality, and service is rare and greatly appreciated. I am thoroughly impressed and would not hesitate to recommend this supplier to anyone in need of reliable and top-tier die casting solutions for automotive applications.
Delivery was incredibly fast and efficient, arriving ahead of the estimated schedule. The packaging was secure and ensured the items were in perfect condition upon arrival. The quality of the products is outstanding, with excellent craftsmanship and durable materials that meet high standards. Customer service was responsive and helpful, providing clear communication throughout the process. Overall, a very satisfying experience that I would highly recommend to others.
Fantastic experience with this supplier! The shipping was incredibly fast and efficient, with my order arriving well ahead of schedule, which minimized any delays for our automotive project. The quality of the molds is outstanding—they feel robust and precisely made, showing no defects upon inspection. Customer service was top-notch too; the team was responsive, answered all my queries promptly, and provided helpful updates throughout the process. Overall, a reliable and professional company that I'd highly recommend for anyone in need of high-quality die casting molds.
Great experience with this supplier! The logistics were handled smoothly, with my order arriving ahead of schedule, which was a pleasant surprise. The quality of the molds appears top-notch, showing excellent craftsmanship and durability. Customer service was responsive and helpful throughout the process, addressing my queries promptly. Overall, a reliable choice for automotive applications.
Zephyr Die Casting Solutions delivered an outstanding experience from start to finish. The logistics were handled with remarkable efficiency; my order arrived ahead of schedule, packaged securely to prevent any damage during transit. Communication throughout the shipping process was clear and proactive, providing real-time updates that made tracking effortless. Regarding quality, the molds exhibit exceptional craftsmanship, with precise tolerances and a flawless finish that speaks volumes about their manufacturing standards. The service team was equally impressive, offering responsive support and addressing my inquiries promptly with expert knowledge. Overall, a seamless transaction that instills confidence in their capabilities.
Zippy delivery was the first thing that impressed me—my order arrived well ahead of schedule, which is always a huge plus. The packaging was secure and professional, ensuring everything was in perfect condition upon arrival. As for quality, the die casting molds exhibit excellent craftsmanship; they feel robust and precisely made, exactly as described. Customer service was equally outstanding—responsive, knowledgeable, and very helpful throughout the entire process. Overall, a highly satisfactory experience from start to finish.
![[Doubao Exception]: The request was canceled due to the configured HttpClient.Timeout of 60 seconds elapsing.](https://img.manufactry.com/1631014_0.webp)