Account
Inquiry



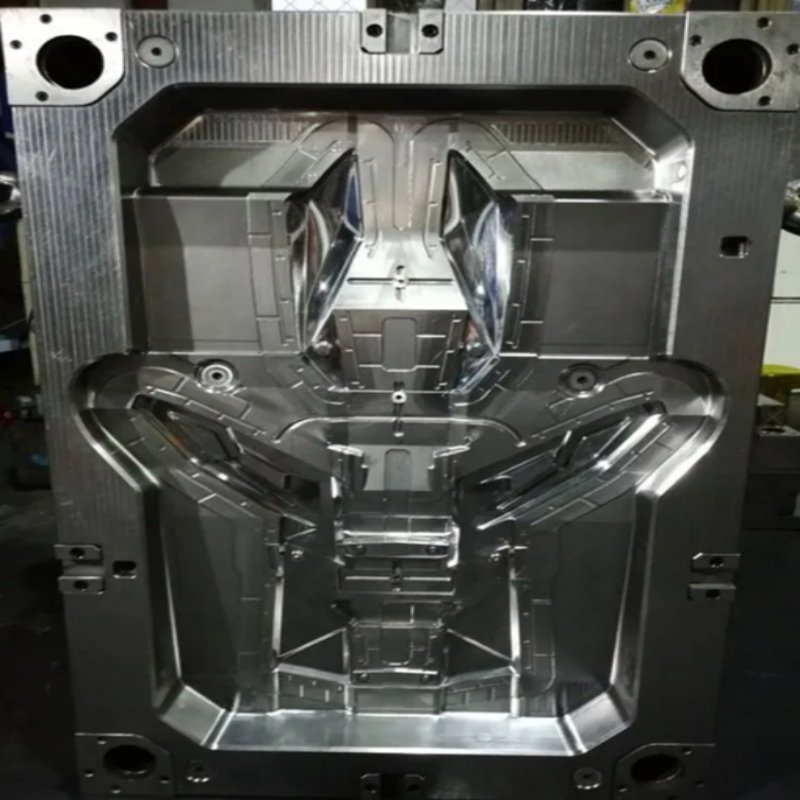
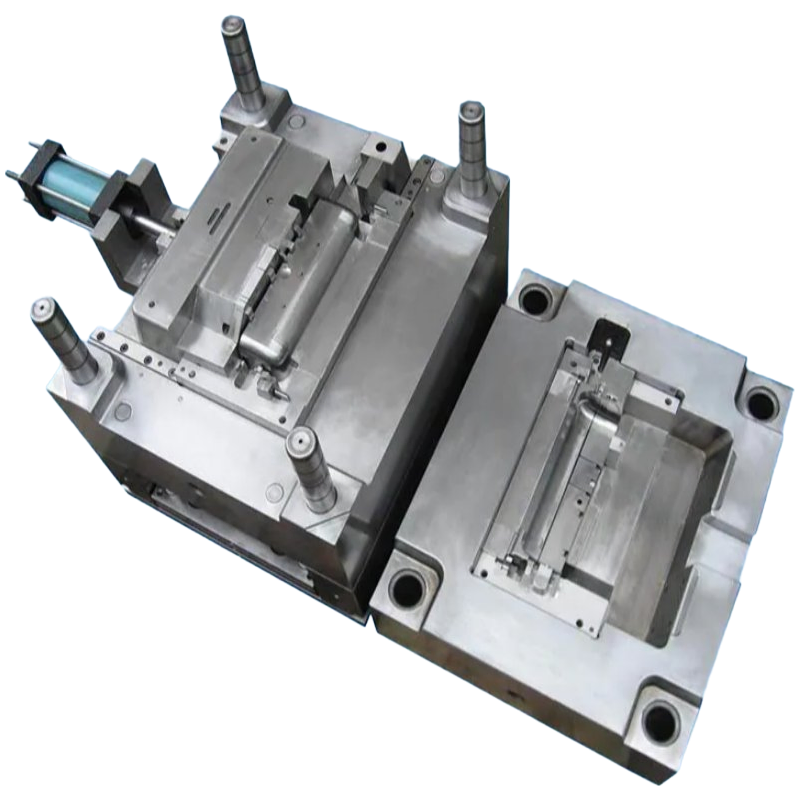
We’ve got buyers calling who are doing high-volume engine block or transmission housing runs, and they’re usually working with 3,000-ton-plus machines looking for something that can take 32,000KN clamped pressrue shift after shift without throwing tolerance.
Aluminum alloy body, hardened surfce past HRC45 right out of, and the mold itself weighs in at 28.6 tons — that’s a solid unit, and we see most buyers go with the 100,000-shot lifespan since it holds up better than standard tool steel for these larger auto dies.
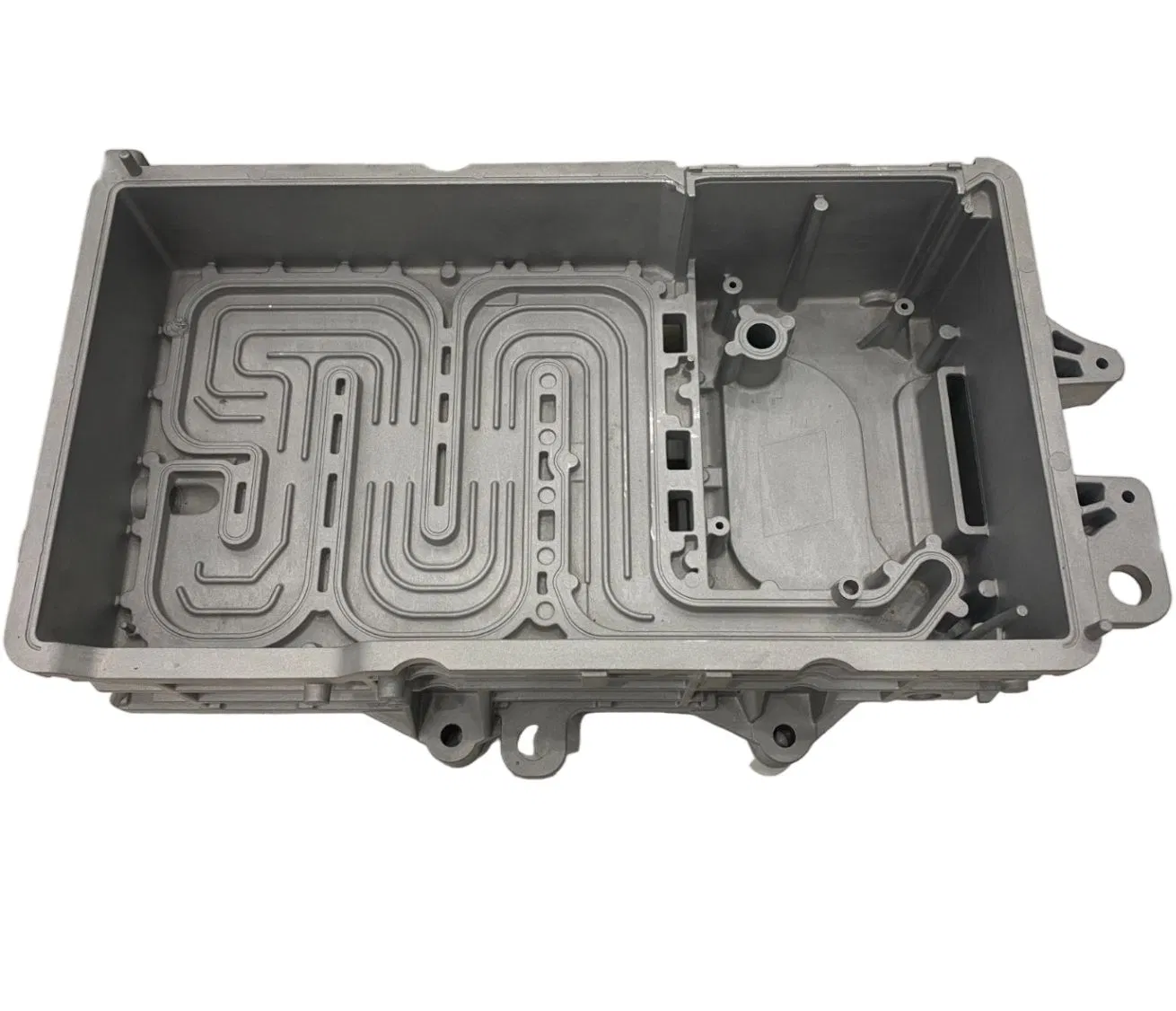
So you run it on a 7,000-ton capacity press, automatic demoulding standard, and what it does is deliver that 16.2kg finished part with very little flash when your spoke design or thin-wall geometry gets tricky — but here’s thing, it’s not ideal for very high-cavity count small parts; this one’s built for medium-sized die cast components where strength matters more than huge annual volume.
Typical lead time runs about 8 to 12 weeks for the first sample, but we usually carry stock CAD-ready for UG8 or SolidWorks — you’ll need a P.O. and a custom spec sheet to get teh ball rolling, single unit MOQ so no forced pallet buys.
Typical lead time is 30-45 days from design approval, depending on complexity. Custom tooling like this requires casting, heat treatment, and precision machining, so we'll give you a firm date once we review your specs.
Yes, we guarantee 100,000 shots for normal aluminum alloy casting with proper maintenance. If you're using abrasive alloys or running at higher temps, we can adjust the steel grade to extend life—just let us know your material.
Absolutely—we run MAGMA or Flow 3D simulations on every custom mold. You'll get a full report showing fill patterns, temperature distribution, and potential porosity before we cut steel.
Each mold comes with ISO9001, SGS, and TUV certificates. We'll also include material certs, heat treatment records, and hardness test reports (HRC45+). Just specify if you need additional documentation like a dimensional inspection report.
Yes, we work to your tolerance requirements—standard is ±0.1 mm, but we can hold ±0.05 mm or tighter if needed. Just note that tighter tolerances may add a few days to the machining and inspection process.
Outstanding experience from start to finish. The logistics process was handled with exceptional professionalism and precision. The shipment arrived ahead of schedule, which was a fantastic surprise given the size and complexity of the item. Every step of the delivery was communicated clearly, with regular updates and meticulous tracking information provided. The packaging was incredibly robust and secure, clearly designed to protect such a high-value and technically sensitive piece of equipment. There was no damage whatsoever, a testament to their careful handling and foresight. Regarding quality, the initial inspection reveals truly remarkable craftsmanship. The mold's construction appears flawless, with precise machining and excellent surface finishes. The materials feel substantial and high-grade, exactly as one would expect for a tool of this caliber. It conveys an immediate sense of durability and precision engineering. The service provided by the team has been nothing short of exemplary. Every inquiry was met with a prompt, knowledgeable, and courteous response. They demonstrated a deep understanding of their product and were patient in addressing all pre- and post-delivery questions. The overall support felt proactive rather than reactive, creating a seamless and trustworthy partnership. This level of attention to detail in logistics, the evident commitment to quality in the product's build, and the superior customer service have collectively made this a highly satisfactory procurement. It inspires confidence for future projects and collaborations.
Communication was clear and professional from the start. The team was responsive and addressed all my queries promptly. The quality of the mold appears to be excellent, with precise machining and robust construction that meets our specifications. Packaging was secure and prevented any damage during transit. The logistics were handled efficiently, with timely updates provided throughout the shipping process. Overall, a very satisfactory experience dealing with this supplier. I would certainly consider them for future projects.
Zippy delivery was the first thing that impressed me. The logistics chain was seamless, with clear tracking updates from dispatch to arrival at our facility. The packaging was exceptionally robust, ensuring the mold arrived without a single scratch or sign of mishandling, which is critical for such a high-precision tool. Regarding quality, the craftsmanship is immediately apparent. The steel used feels premium, and the machining on the cavity and core surfaces is flawless, indicating high-precision CNC work. It has a substantial, well-engineered heft that inspires confidence. The service team was consistently professional and responsive. They provided comprehensive documentation and were proactive in confirming shipping details, making the entire procurement process smooth and worry-free. This level of attention to logistics, build quality, and customer support is exactly what one hopes for when ordering specialized tooling of this magnitude. The overall experience was highly satisfactory from start to finish.
Prompt delivery and excellent logistics handling. The packaging was secure and arrived ahead of schedule, which was a pleasant surprise. The quality of the mold appears robust and precisely manufactured, meeting the high standards required for automotive components. Customer service was responsive and professional, addressing all pre-shipment queries efficiently. Overall, a very satisfactory procurement experience from order to receipt. The supplier demonstrated commendable reliability in both communication and execution. This transaction reinforces confidence in future collaborations for specialized tooling needs. The attention to detail in logistics and the apparent craftsmanship of the product itself are particularly noteworthy.
The shipping was incredibly fast and well-handled. Took less time than I anticipated, and the packaging was secure, ensuring everything arrived in perfect condition. The quality of the mold itself is outstanding. It feels robust and precisely engineered, exactly as described. Communication from the seller was prompt and professional throughout the entire process. They answered all my questions thoroughly and made the transaction very smooth. Overall, a very positive experience from start to finish. I would definitely consider ordering from them again for future projects. The attention to detail in both the product and the service is commendable.
Outstanding experience from start to finish. The logistics were handled with remarkable precision and speed. Communication was clear at every stage, from initial dispatch notifications to final delivery updates, making the entire shipping process transparent and stress-free. The packaging was exceptionally secure, demonstrating a clear commitment to protecting such a high-value and technically sophisticated item during transit. Upon arrival, the initial visual inspection of the mold was impressive. The build quality appears exceptional, with precise machining and a robust, professional finish that instills immediate confidence. The service provided by the team was equally commendable. All inquiries were met with prompt, knowledgeable, and courteous responses. There was a palpable sense of expertise and a willingness to ensure complete satisfaction, which is crucial for specialized industrial equipment. While a full operational assessment in our production environment will take time, the first impressions regarding the physical product and the professional conduct surrounding the transaction are overwhelmingly positive. The coordination between logistics, quality assurance, and customer service seems seamless. This project required significant trust, and the supplier has, thus far, validated that trust through meticulous attention to detail in every interaction and the tangible quality of the delivered item. The process felt collaborative and professional, setting a very high standard for future procurements of this nature.
Absolutely fantastic experience from start to finish. The delivery was incredibly prompt, arriving well ahead of the estimated schedule, which was a huge relief for our project timeline. The packaging was secure and professional, ensuring the mold arrived in pristine condition without a single scratch. Regarding quality, the craftsmanship is simply outstanding. The mold feels robust and precisely engineered, with excellent surface finishing and tight tolerances that speak to high-end manufacturing. Communication and service were equally impressive. The support team was responsive, courteous, and proactive in providing updates. They were very knowledgeable and addressed all my pre-shipment queries thoroughly. Overall, a seamless process with top-tier results. Highly recommended for anyone needing reliable and high-quality tooling.
Great experience overall. The logistics were handled exceptionally well, with the shipment arriving ahead of schedule and in perfect condition. Every step of the delivery process was communicated clearly, which made tracking effortless. Regarding quality, the mold appears to be constructed with high precision and robust materials, reflecting solid craftsmanship. The service provided by the team was outstanding; they were responsive, professional, and addressed all pre-shipment inquiries promptly and thoroughly. From initial contact to final delivery, the support was consistent and reliable. This level of attention to detail in logistics, apparent quality, and customer service is commendable and makes the entire procurement process smooth and trustworthy. Definitely a positive interaction that inspires confidence in future orders.
Jaw-droppingly efficient logistics from start to finish. The shipment arrived ahead of the projected schedule, which was a tremendous relief for our production timeline. Every update was precise and timely, allowing for seamless planning on our end. Regarding the quality, it is simply impeccable. The craftsmanship of the mold is evident in every detail; the finish is superb and the tolerances appear exceptionally precise. It feels robust and engineered for heavy-duty, long-term use. The service provided was equally outstanding. The communication team was responsive, professional, and incredibly knowledgeable. They patiently addressed all preliminary queries and provided clear documentation. The after-sales support has been proactive, checking in to ensure everything was received in order. Overall, this was a remarkably smooth transaction. The combination of rapid, transparent logistics, a product that exudes top-tier quality, and a service team that is both courteous and competent makes this supplier highly recommendable. They have certainly set a very high benchmark for future procurement of specialized tooling.
Yikes, the delivery was incredibly fast and well-handled, with the package arriving securely and ahead of schedule, which really impressed me. The quality of the item appears top-notch upon initial inspection, showing no visible defects and feeling very durable. Customer service was responsive and helpful throughout the process, answering all my queries promptly and making the experience smooth. Overall, I'm thoroughly satisfied with how everything was managed from start to finish.
![[Doubao Exception]: The request was canceled due to the configured HttpClient.Timeout of 60 seconds elapsing.](https://img.manufactry.com/1631014_0.webp)