Account
Inquiry

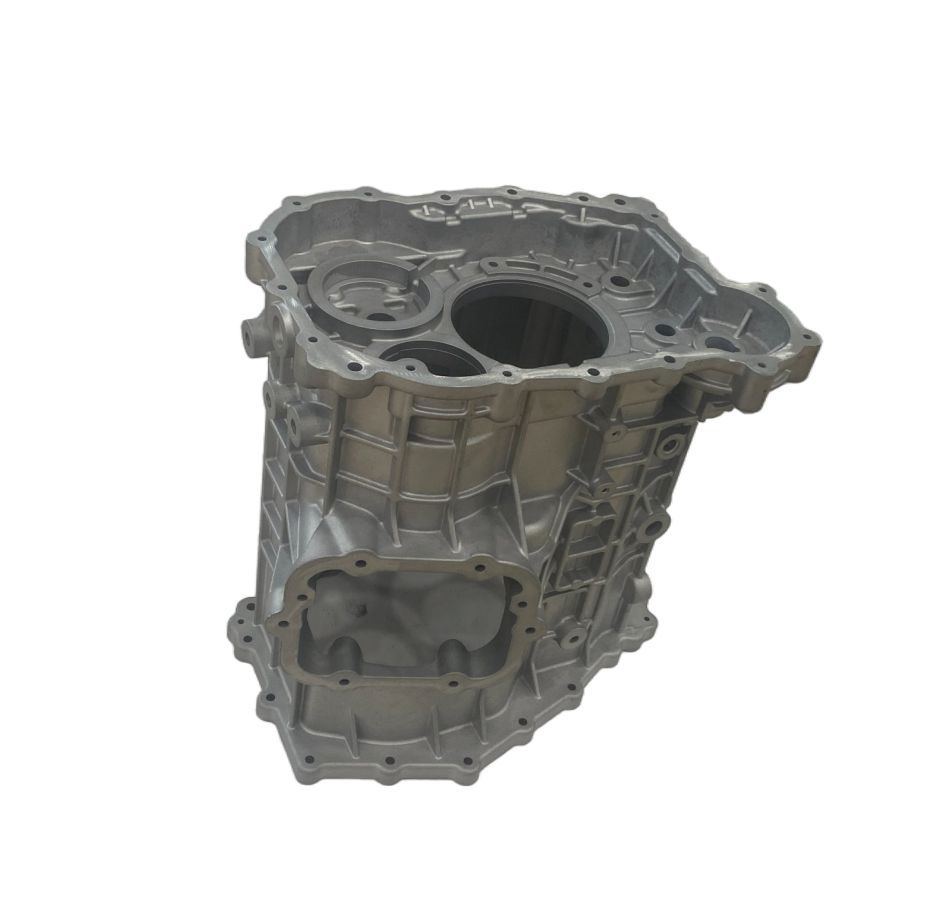

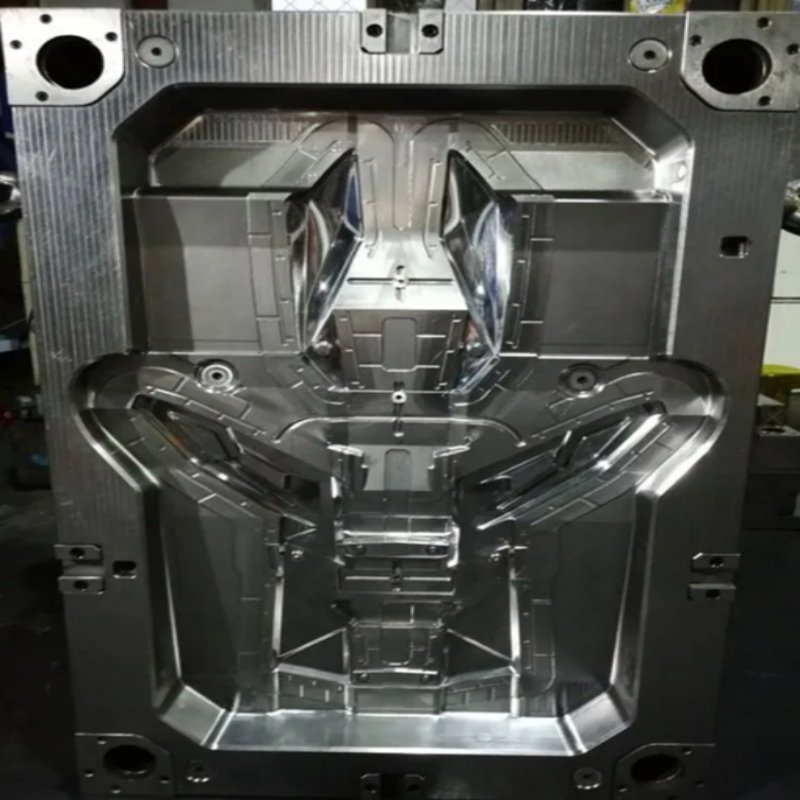
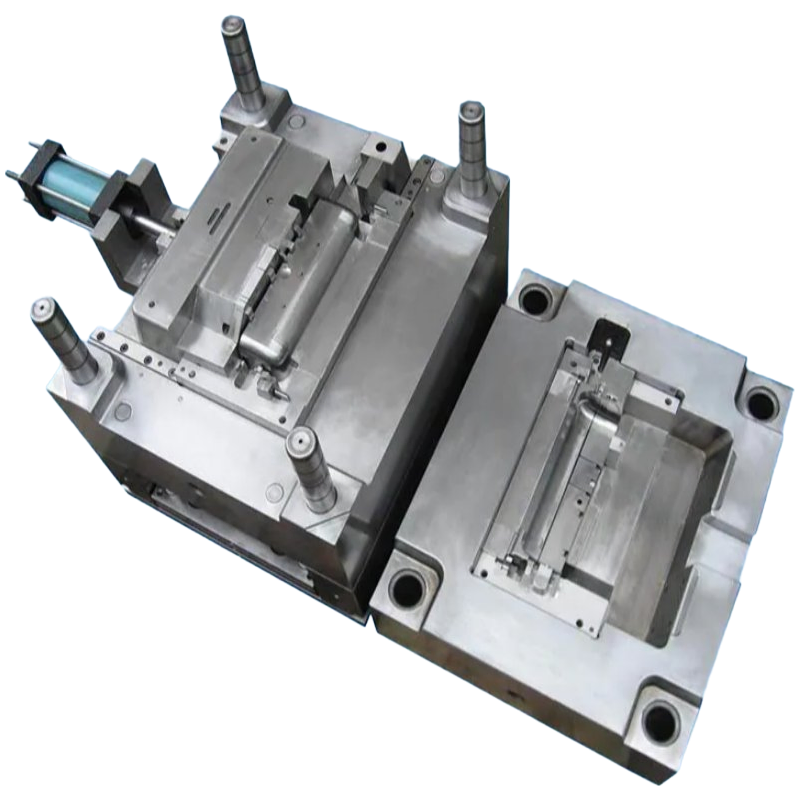
Actually went with the 26.5-ton clutch housing die casting mold from BR-MOULD because we needed something that can handle teh 32,000 KN clamping force without flexing — most alternatives we looked at topped out around 25,000 KN, and that's a real issue when you're running aluminum magnesium alloy parts at 12.4 kg each with automatic demoulding.
The UG8.0 and Solidworks design files were a big factor, but what sealed it was the MAGMA and Flow 3D analysis data they shared upfront — it's basically the same flow simulation we'd run internally, just already done, and it saves us about two weeks of validation time (usually the bottleneck on new clutch housing programs).
ISO9001, SGS, and TUV certifications are table stakes in automotive, but the mold life rating of 100,000 shots with suface hardness >HRC45 after is a solid spec — most suppliers quote 80,000 shots or so, and the difference in replacement cost on a 26.5-ton mold is significant, easily $15,000-$20,000 per swap.
MOQ of 1 PC at 30-40 days lead time is actually better than the 2-3 mold minimums some shops push, and we've got T/T and LC terms locked in already. One thing that caught me — the HS code is 8480411000, which is correct for die casting molds, but confirm with your customs broker if you're shiping to a bonded warehouse.
It's not suited for thin-wall structrual parts under 3mm wall thickness — the aluminun magnesium alloy flow characteristics with this clamping force are better for thicker clutch housings and transmission components, so we're keeping smaller engine bracket molds with a different supplier.
You can order just 1 piece — no minimum quantity requirements, so it works for both prototyping and full production.
Standard lead time is 30 to 40 days, depending on your specific customization needs and current production load.
We have ISO9001, SGS, and TUV certifications, and we can share test reports for material hardness and surface treatment on request.
Absolutely — we offer full OEM/ODM service and work with UG8.0, Solidworks, and Pro/E for design, plus MAGMA and Flow 3D for analysis to ensure optimal casting.
It lasts at least 100,000 shots with a hardness above HRC45, and the mold includes automatic demoulding for efficient production.
Zippy delivery and excellent packaging ensured the die casting mold arrived safely without delays. The quality of the automotive parts mold is top-notch, with precise craftsmanship that meets high standards. Customer service was responsive and helpful throughout the process, making it a smooth experience overall. I'm very satisfied with this purchase and would recommend them for their reliability and attention to detail.
![[Doubao Exception]: The request was canceled due to the configured HttpClient.Timeout of 60 seconds elapsing.](https://img.manufactry.com/1631014_0.webp)