Account
Inquiry





Getting tight-tolerance prototypes fast is usually a headache, especially when you need surfce finishes that actually match production intent without paying for full tooling runs.
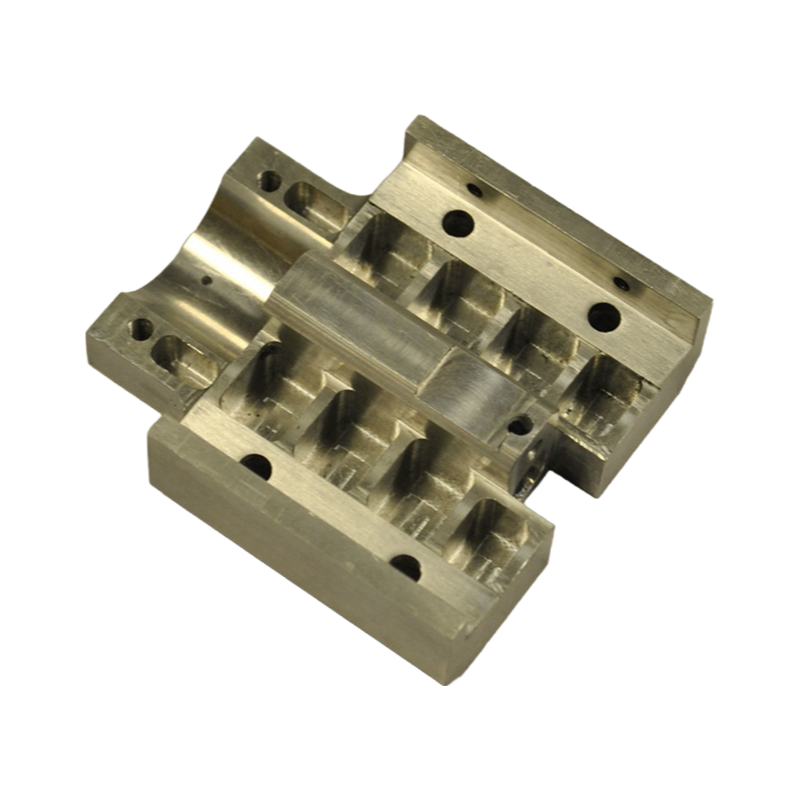
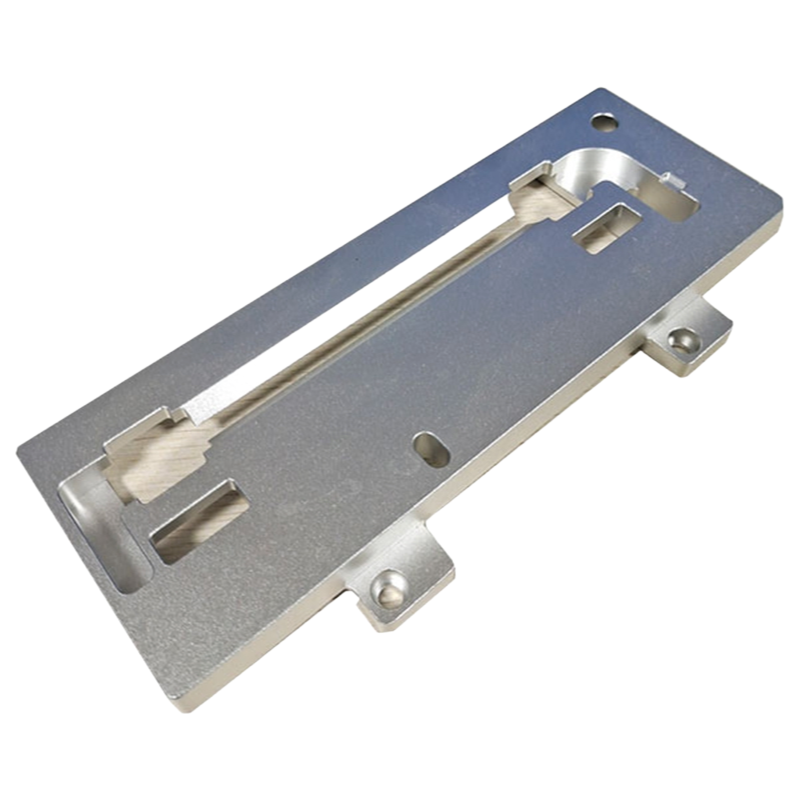
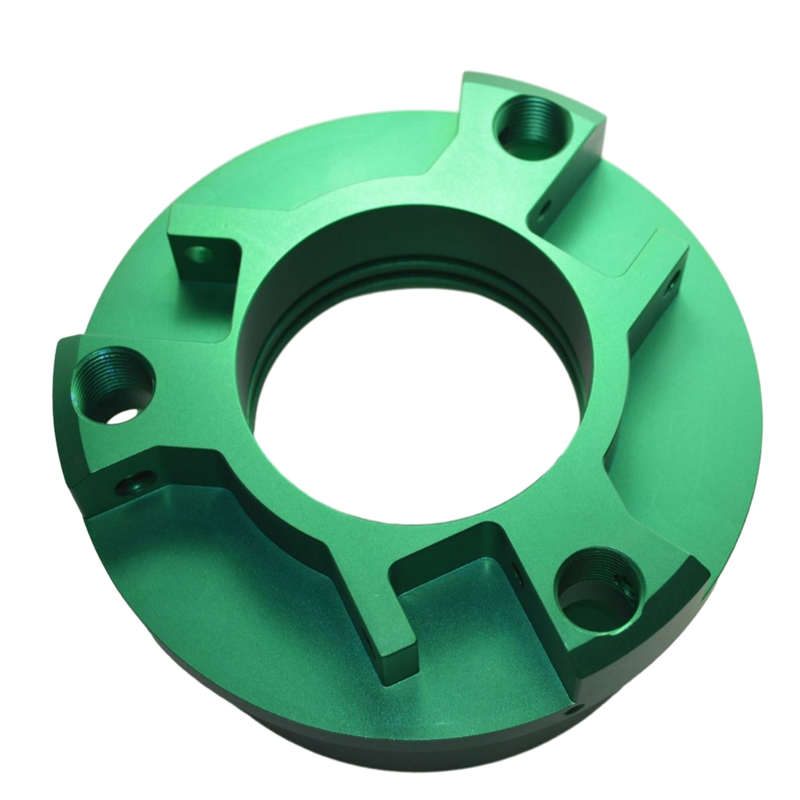
We handle it by running CNC turning, milling, 5-axis, and mill-turn on same floor—so that part you designed in STEP or STP doesn't get bounced between shops. Tolerance lands at ±0.01mm to ±0.05mm, and surface roughness sits between Ra 0.1 and 3.2, which covers most functional and aesthetic needs.
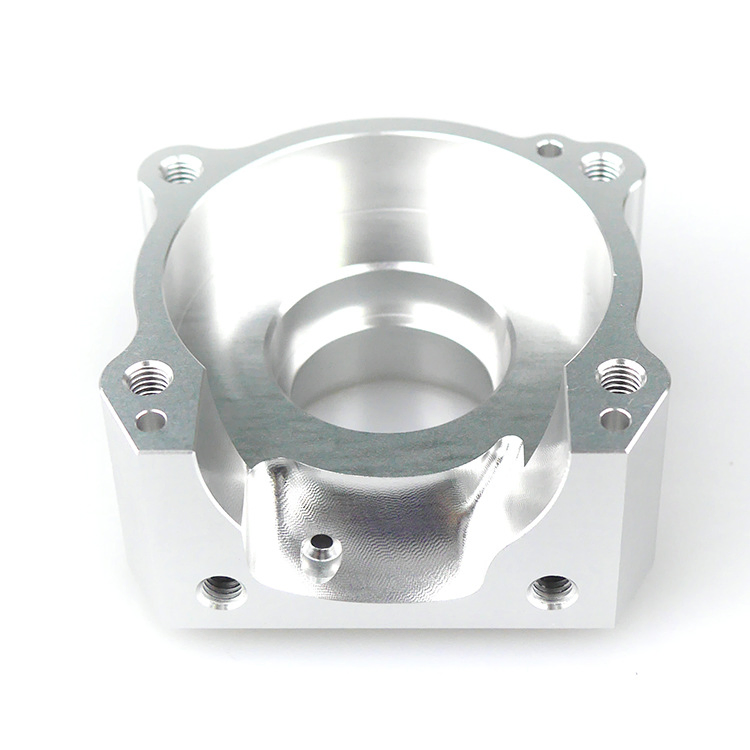
Materials go form alumnum and stainlss to brass, bronze, steel, and plastics—threads can go as small as M1×0.25mm if you need it. Maximum part size hits 2200×1850×350mm for milling, or Ø200-300mm for turning, so it's not just tiny stuff.
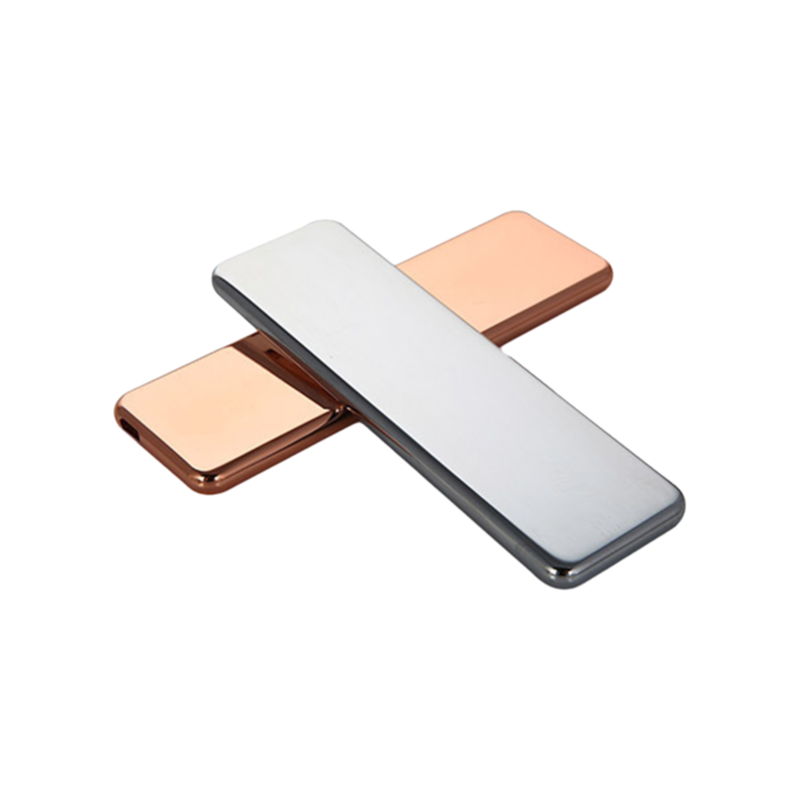
Surface treatments include anodizing, plating, powder coating, sandblasting, and polishing—basically whatever finish your drawing calls for. Samples usually take 3-7 days, bulk orders about 20-30 days, and we push 150,000 pieces a month, so our company can scale without much fuss.
For bulk orders, we typically start at 500 pieces per line item, but we can mix multiple surface treatments like anodizing and powder coating into a single shipment as long as each treatment meets its own minimum. Just note that mixing treatments might slightly affect the lead time since each finish requires a separate process run.
We use 5-axis machining centers with real-time compensation to hold ±0.01mm on parts up to that max size, but for very large or complex geometries, we recommend a tolerance band of ±0.02mm to avoid scrap. Our engineers will review your STEP file and flag any potential issues before production.
Yes, we supply mill certificates for all metal materials, including chemical composition and mechanical property reports for stainless steel and aluminum. Just request them when you place the order, and we'll include the docs with your shipment.
We wrap each part individually in soft foam or bubble wrap, then pack them in sturdy cartons with compartmentalized inserts. For polished or plated surfaces, we add a layer of anti-static film and use corner protectors to avoid any contact damage.
Yes, we can tap M1×0.25mm threads in brass and aluminum, but the maximum depth we recommend is 3x the thread diameter—so about 3mm deep for M1. For deeper threads, we'd suggest using a thread insert or switching to a slightly larger size to avoid breakage.
I am thoroughly impressed with the overall experience of ordering from this supplier. Initially, the logistics and shipping process was incredibly smooth and transparent. The communication regarding the shipment timeline was clear, and the parts arrived well ahead of the estimated delivery window, which was a fantastic surprise. The packaging was exceptionally secure; each part was individually wrapped and cushioned, ensuring that nothing was damaged during transit. This level of care in logistics immediately set a positive tone. Regarding the quality, it is simply outstanding. The precision of the machined components is evident upon first inspection. The surface finishes are flawless, exactly as specified, with no visible tool marks or imperfections. The attention to detail in the manufacturing process is apparent, and the parts fit together perfectly in our assembly, which is critical for our prototyping phase. The material quality also seems top-notch, feeling robust and durable as expected. The service provided by the team was exemplary from start to finish. Every inquiry was answered promptly and professionally, with clear and helpful information. They were very accommodating with our specific requirements and provided excellent guidance on the best surface treatment options for our application. The entire process felt collaborative rather than just a transactional purchase. There was a genuine sense that they cared about delivering a product that met our exact needs. In summary, the combination of efficient logistics, superior quality, and exceptional customer service makes this supplier a standout choice. I would not hesitate to recommend them to anyone in need of precision components and will certainly be placing future orders. The entire experience was seamless, professional, and highly satisfactory.
Phenomenal experience from start to finish. The logistics were absolutely seamless; the bulk shipment arrived ahead of schedule, which was a critical factor for our project timeline. Every single part was meticulously packaged, preventing any potential for transit damage. The quality of the CNC machined components is exceptional. The surface finishes across the various treatment options we selected are flawless and consistent, meeting the highest standards for precision. The service team was incredibly responsive and professional, providing clear communication throughout the ordering and fulfillment process. They expertly handled our complex requirements for multiple prototypes with different specifications. This supplier has proven to be a reliable and high-caliber partner for our precision component needs. The combination of efficient logistics, superior quality, and outstanding customer service makes them a top-tier choice. We are thoroughly impressed and will undoubtedly be placing repeat orders for our future prototyping and production requirements. The attention to detail in every aspect of the transaction sets them apart in the industry.
Absolutely outstanding experience from start to finish. Arrived ahead of schedule, which was a fantastic surprise given the bulk nature of the order. The packaging was incredibly secure and professional, with each part individually protected. There was absolutely no damage whatsoever. The quality of the components is exceptional; the surface finishes are flawless and precisely as specified. The communication from the team was proactive and clear throughout the entire process. They confirmed all details promptly and provided updates without needing to be asked. This level of service for a bulk supply order is truly commendable and makes the entire procurement process seamless and stress-free. Highly recommended for anyone needing reliable, high-quality precision parts with excellent logistical support.
Came across this supplier for our bulk CNC prototype needs and the experience was largely positive. The logistics aspect was handled competently; the shipment arrived within the estimated timeframe and was well-packaged, with all parts securely organized and clearly labeled, which made inventory a breeze. There were no significant delays or customs hiccups, which is crucial for our project timelines. Regarding quality, the precision components, including the milled and turned metal parts, met our specified tolerances. The surface finishes we selected were applied consistently across the batch, showing good attention to detail. The service team was responsive and professional. They answered our pre-order queries promptly and provided clear documentation. While the process was straightforward, a more proactive update during the production phase would have been appreciated. Overall, a reliable source for bulk precision parts with good logistical execution and consistent quality.
Keenly impressed with the overall experience regarding this bulk order of CNC prototype parts. The logistics were handled exceptionally well; the shipment arrived ahead of the estimated schedule, which was a fantastic and unexpected benefit for our project timeline. All items were securely packaged, with no signs of damage during transit, indicating careful and professional handling. The quality of the precision components is outstanding. Each part, whether from the CNC machining, turning, or milling processes, exhibits excellent craftsmanship, tight tolerances, and a flawless finish. The multiple surface treatment options provided were executed perfectly, adding significant value and meeting our varied specifications precisely. Customer service was consistently responsive, helpful, and proactive throughout the entire process, from initial inquiry to final delivery. Communication was clear and timely, making the bulk ordering procedure smooth and efficient. This supplier has proven to be highly reliable for critical precision components.
Logistics for this bulk order were handled exceptionally well. The shipment arrived ahead of schedule, which was a pleasant surprise given the size and complexity of the order. All parts were securely packaged with no signs of damage during transit. The tracking information provided was accurate and updated regularly, allowing for precise planning on our end. Regarding quality, the parts exhibit excellent craftsmanship. The surface finishes, particularly the anodized options we selected, are uniform and meet the specified standards. Tolerances appear to be held tightly across the batch. The service provided throughout the process was commendable. Communication was clear and proactive, with prompt responses to our preliminary inquiries. The team was helpful in navigating the various surface treatment options available for our prototype parts. Overall, a very reliable and satisfactory experience from a supply perspective.
Delivery was incredibly fast and efficient. The logistics were handled perfectly, with clear tracking updates provided at every stage. The parts arrived well-packaged and on schedule, which was crucial for our project timeline. Regarding quality, the components are exceptional. They feel solid, precise, and the surface finishes are exactly as specified, with no visible defects. The service from the team was outstanding. Communication was prompt, professional, and very helpful throughout the entire ordering process. They were responsive to inquiries and provided clear information. Overall, a very smooth and satisfactory experience from start to finish. The combination of reliable logistics, top-tier quality, and excellent customer support makes this supplier highly recommended. Definitely a positive experience that met all expectations for a bulk order.
Hats off for the fantastic delivery speed! The logistics were absolutely seamless and the package arrived ahead of schedule, which was a wonderful surprise. The quality of the components is immediately apparent; they feel solid and precisely made, exactly as one would hope for from a professional supplier. Communication and service throughout the process were top-notch—responsive, clear, and very helpful. A truly smooth and satisfactory experience from start to finish. Highly recommended for anyone needing reliable bulk parts.
Logistics were absolutely phenomenal. The shipment arrived significantly ahead of the estimated schedule, which was a fantastic surprise given the bulk nature of the order. Every single part was meticulously packaged with custom foam inserts and individual compartments, ensuring zero transit damage. The tracking information provided was detailed and updated in real-time, allowing for perfect planning on our receiving end. The quality of the components is exceptional. The surface finishes across the various treatments we selected—anodizing, powder coating, and passivation—are uniformly flawless and precisely match the specifications we provided. There are no visible tool marks, burrs, or inconsistencies, even on complex geometries. The dimensional accuracy is spot-on, verified by our own QC team. The service throughout the entire process was outstanding. The communication was proactive, clear, and always professional. Any preliminary questions we had about material suitability for different treatments were answered thoroughly and promptly. The team demonstrated a genuine understanding of our project requirements and provided valuable insights. The ordering portal was intuitive, and all documentation, including certifications and inspection reports, was comprehensive and delivered without delay. This supplier has set a very high standard for bulk precision component procurement. The seamless integration of efficient logistics, uncompromising quality control, and exemplary customer service made this a completely hassle-free and highly satisfactory experience. We are thoroughly impressed and will undoubtedly be placing repeat orders for our future prototyping and production needs.
Unquestionably, the entire experience with this bulk order of CNC prototype parts was defined by exceptional logistics. From the initial order confirmation to the final delivery, the communication and tracking were transparent and proactive. The parts arrived ahead of the estimated schedule, which was a tremendous help for our project timeline. Each component was meticulously packaged, with clear labeling for different surface treatment batches, preventing any confusion upon receipt. The quality inspection upon unboxing revealed consistently high standards; the precision of the milling and turning operations is evident, with tight tolerances and excellent surface finishes across the various treatment options we selected. The service team was responsive and accommodating throughout the process, promptly addressing a minor pre-shipment query regarding material certification. This level of professional service, combined with flawless logistics and demonstrable quality, makes this supplier a reliable partner for precision components. The efficiency in handling a bulk supply order of this complexity, while maintaining such high standards in every aspect, is truly commendable and has solidified our intention for future collaborations.

















![Factory Supply XCE Semaglutide & Tris[3,5-bis(trifluoromethyl)phenyl]borane (CAS 169116-84-1) – Wholesale/Custom](https://img.manufactry.com/2145574_0.webp)

