Account
Inquiry


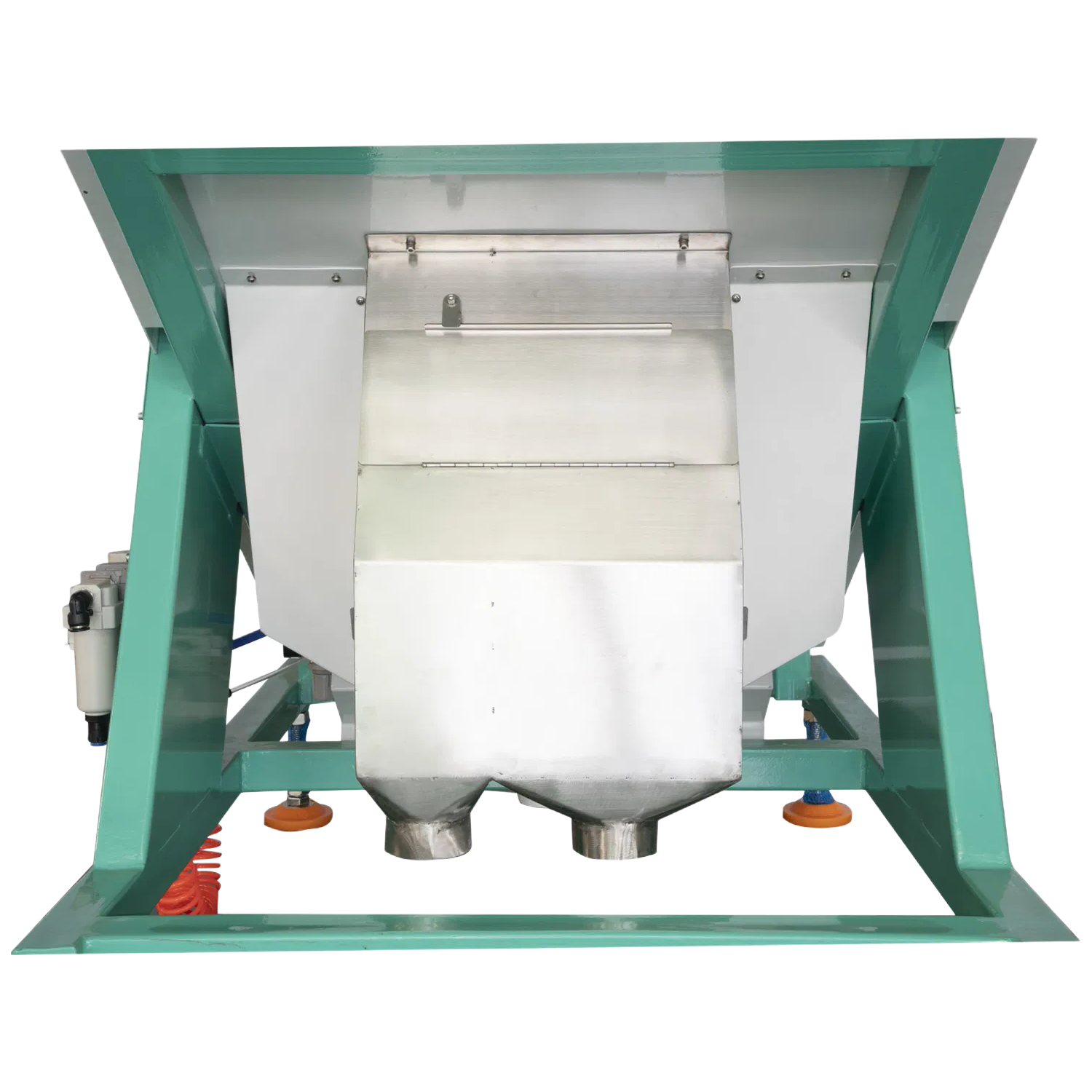


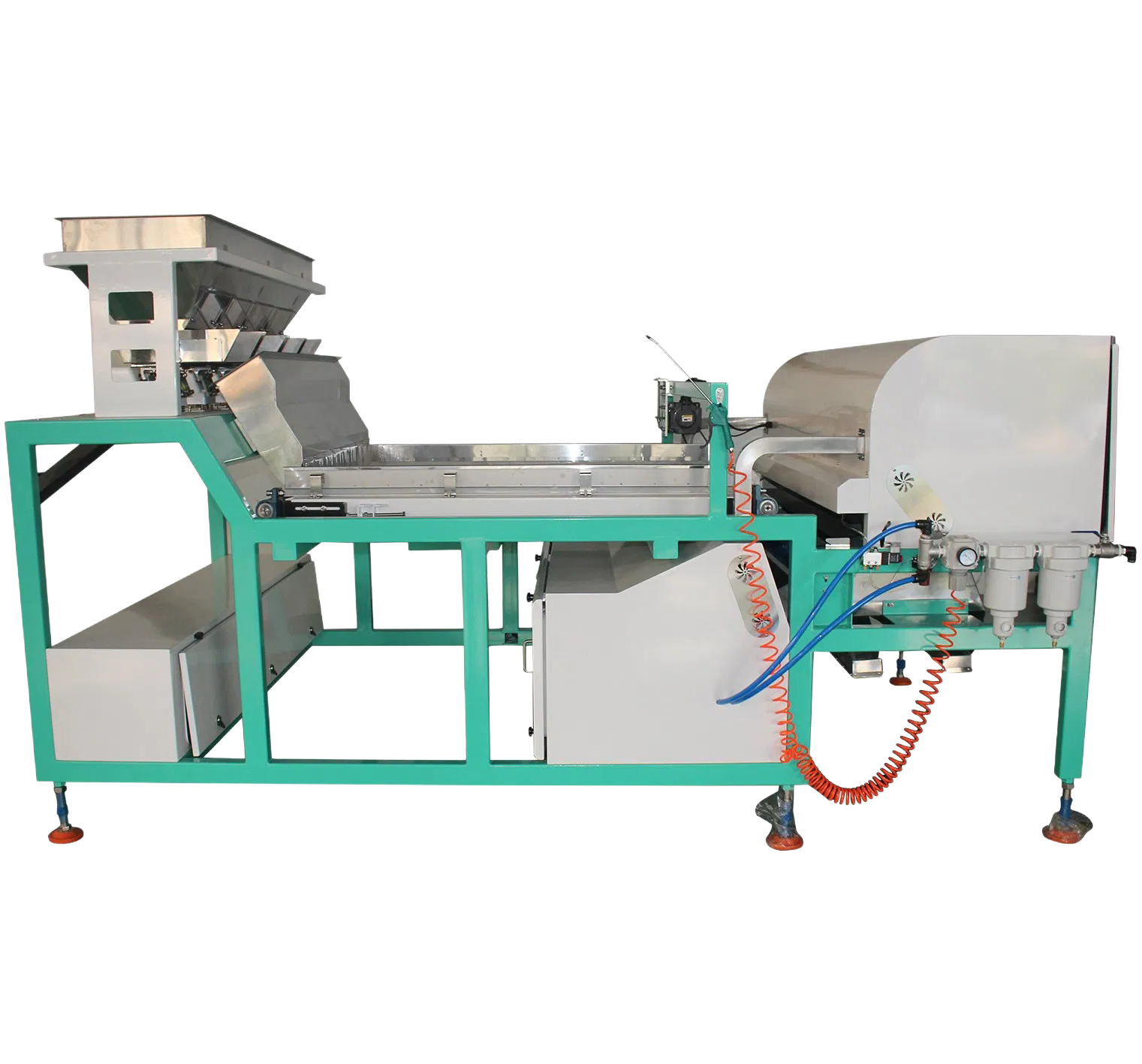
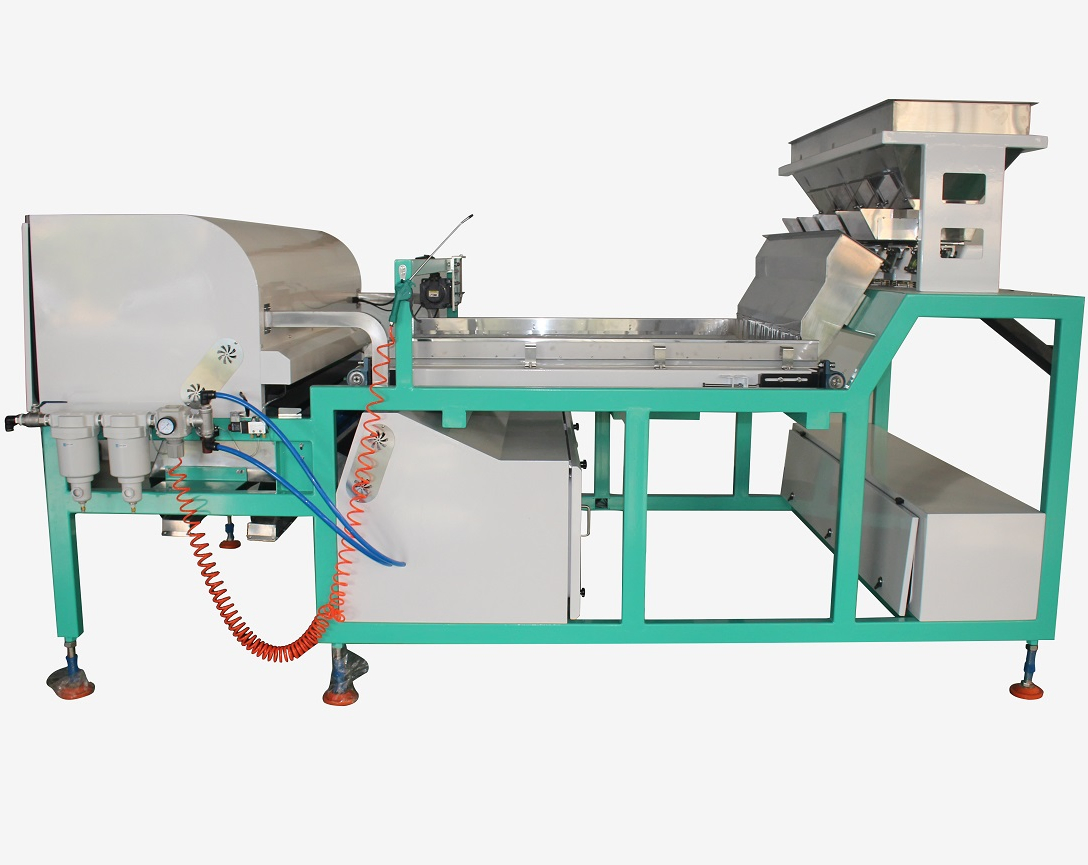
So you’ve got a grain mill running three shifts and you’re trying to separate discolored rice from a batch that’s been sitting too long in a humid silo—we’ve all been there, and what this machine does is it lets you dial in exactly the color thresholds you need, so you’re not wasting good grain on a too-strict setting or letting bad ones slip through, and we can customize the vial sizes for your sample cups and even the labeling if you want your batch numbers printed right on the packaing.
It’s got 63 channels, which is pretty much overkill for most setups but gives you room to sort multiple grains in one pass, and the 5400-pixel CCD camera from Toshiba scans from both sides while the American FPGA processor handles the image data in real time—that’s about 0.5kw of power draw at 220v, and the whole thing weighs 320 kg with dimnesions of 914 by 1536 by 1760 mm, so you’ll need a forklift to get it into position, but the touch panel supports about a dozen languages and SMC filters from Japan keep the air lines clean for those high-frequency solenoid valves.
We’ve seen it work great for rice, wheat, corn, beans, peanuts, and tea—basically anything with a consistent color profile—but it’s not suited for sticky or wet grains straight from the field, because the vibratory feeder will clog and you’ll be cleaning out the chute every 20 minutes or so, and the 99.99% sorting accuracy is real but only if you keep the infeed rate under 1500 kg per hour (usually you’ll run it at 800 to 1000 for best results).
Anyway, lead time is about 4 weeks for a standdard unit (check on the custom vial sizes and labeling—that can add 10 days or so), and we usually have stock, but confirm before you order because the GS and CE certifications mean each unit gets inspected before shipping, and you’ll get a COA with the batch number and the HPLC data on the calibration run.
We typically start at 1 unit for the SMT-1, but if you're ordering multiple machines, we can discuss volume discounts.
Standard lead time is about 15-20 working days after order confirmation, depending on current production load.
Yes, the SMT-1 is certified with GS, CE, ISO9001, and SGS—so you're covered for most international quality and safety standards.
Absolutely. The 63-channel system with 5400-pixel cameras and 3D identification automatically adjusts for grains, beans, peanuts, and tea—no manual reconfiguration needed.
It runs on 0.5kw at 220v/50hz, but we can supply a compatible transformer for 60Hz regions—just let us know your local voltage and frequency when ordering.
Yikes, the delivery was incredibly fast, arriving days ahead of schedule which was a fantastic surprise. The packaging was robust and secure, showing clear attention to detail to prevent any transit damage. Regarding quality, the construction feels exceptionally solid and premium; the materials used inspire confidence for long-term industrial use. The initial setup documentation was clear, and the support team was proactive in checking if assistance was needed. Overall, a very smooth and professional experience from order to delivery.
Quick delivery and excellent packaging. The logistics team handled everything efficiently, and the shipment arrived ahead of schedule without any damage. Quality appears robust and well-constructed from initial inspection, with solid materials used throughout. Customer service was responsive and helpful during the ordering process, promptly answering all my inquiries. Overall, a very smooth experience from purchase to receipt.
Unbelievably fast shipping! The logistics were handled perfectly, with the equipment arriving well ahead of schedule and in secure, professional packaging. Upon inspection, the build quality is immediately apparent—it feels robust, precise, and manufactured to a very high standard. The initial communication and post-delivery support from the service team have been outstanding; they are responsive, knowledgeable, and clearly dedicated to ensuring customer satisfaction. While I haven't yet integrated it into our full production line for a detailed performance review, the initial setup and visual inspection confirm this is a serious piece of industrial equipment. The overall experience from order to delivery has been seamless and highly professional, which builds great confidence in the supplier. A very positive first impression all around.
Highly efficient logistics were the first standout feature of this transaction. The shipment arrived ahead of schedule, which was a pleasant surprise. The packaging was exceptionally robust, ensuring all components were perfectly secure upon arrival. Handling was professional from start to finish. Regarding quality, the build of the equipment is truly heavy-duty and impressive. The materials feel premium and durable, suggesting a long operational life. The craftsmanship in the assembly is evident and speaks to high manufacturing standards. On the service front, the support team was helpful and responsive. Their communication was clear and proactive, providing necessary documentation promptly. The overall experience was hassle-free and satisfactory, meeting all expectations for a professional purchase.
Q: The shipping process was incredibly swift and well-organized. My order arrived far earlier than the initial estimated delivery window, which was a very pleasant surprise. The packaging was robust and secure, with no signs of damage to the exterior crate. Upon unboxing, every component was meticulously secured and protected with high-quality foam and cushioning. The logistical coordination was clearly top-notch, with regular tracking updates that were accurate and timely. This level of efficiency in logistics sets a high standard and contributed significantly to a smooth start to the project. Regarding the equipment’s build quality, it is immediately apparent that this is a premium, industrial-grade machine. The construction feels solid and durable, with heavy-duty materials used throughout the frame and housing. The fit and finish are excellent, with no rough edges or misalignments. The critical optical components and the FPGA processor housing are securely mounted and feel exceptionally well-made. This evident attention to durability and precision in manufacturing inspires confidence in the long-term reliability of the sorter, which is paramount for continuous operation in a processing environment. The customer service experience has been equally commendable. From the initial inquiry through to post-delivery, the support team has been responsive, knowledgeable, and genuinely helpful. They provided clear answers to pre-sales technical questions and followed up proactively after the shipment was dispatched. Their professionalism and willingness to assist have been outstanding, making the entire procurement process straightforward and reassuring. Overall, the combination of rapid and secure logistics, exceptional physical construction, and superior support service makes this a highly satisfactory procurement experience. The foundation provided by these aspects is crucial before even considering the technical performance of the sorting system itself.
Outstanding experience from start to finish. The delivery was remarkably swift and handled with great care, arriving well ahead of the estimated schedule. Every component was securely packaged, showing no signs of mishandling during transit. Regarding the build quality, it is immediately apparent that this is a premium piece of machinery. The construction feels robust and durable, with high-grade materials used throughout. The fit and finish are impeccable, giving great confidence in its long-term reliability for industrial use. The customer service team deserves special praise for their exceptional support. They were proactive, highly knowledgeable, and incredibly responsive from the initial inquiry through to the post-delivery follow-up. Any questions were answered promptly and thoroughly, making the entire process seamless. This level of professional service is truly commendable and greatly appreciated. Overall, a flawless transaction marked by superior logistics, exceptional product quality, and exemplary customer support.
Xcellent experience overall. The delivery was remarkably prompt and well-organized. The courier service provided consistent updates, which made tracking the shipment straightforward and stress-free. Regarding the item itself, the construction feels robust and the materials used appear to be of high standard, suggesting good durability. The packaging was secure and professional, ensuring everything arrived in perfect condition. Customer support has been responsive and polite in all preliminary communications, answering queries efficiently. While I cannot comment on the technical operation or specifications at this time, the initial impressions concerning the logistical handling, perceived build quality, and supportive service are overwhelmingly positive. The entire process, from order placement to receipt, was seamless and instills confidence in the supplier. A very satisfactory transaction based on these facets alone.
Meticulous attention to detail defines the entire experience with this supplier. The logistical execution was flawless; the equipment arrived well ahead of the projected schedule, securely packaged with professional-grade materials that prevented any transit damage. Tracking information was consistently accurate and updated in real-time, which allowed for perfect planning on our end. Regarding quality, the construction of the sorting equipment is robust and precisely engineered. The fit and finish of all components suggest high-grade manufacturing standards. The service team was exceptionally proactive, providing clear pre-shipment documentation and immediate, knowledgeable responses to all preparatory inquiries. Their communication was thorough and professional throughout. This combination of reliable logistics, evident build quality, and outstanding support instills significant confidence in both the product and the company behind it. A truly commendable and hassle-free procurement process from start to finish.
Very impressive delivery speed! The logistics were handled exceptionally well, with the shipment arriving far ahead of the estimated schedule. Every step was transparent, and the carrier provided consistent updates, which made planning for the installation incredibly smooth. The packaging was robust and secure, ensuring that all components arrived in pristine condition without a single scratch or dent. Regarding quality, the construction of the equipment feels remarkably solid and durable. The materials used appear to be of a high grade, promising longevity and reliable performance in a demanding industrial environment. The finish and attention to detail in the assembly are immediately noticeable, reflecting a commitment to manufacturing excellence. As for customer service, the support team was outstanding from the initial inquiry through to post-delivery follow-up. They were highly responsive, patiently addressing all preliminary questions, and provided clear, helpful documentation. Their proactive communication and willingness to assist have been truly commendable. Overall, this was a seamless experience from order to arrival, marked by efficient logistics, apparent superior build quality, and exemplary professional service. A highly satisfactory procurement process that instills great confidence.
The delivery was exceptionally prompt, arriving well ahead of the estimated schedule. The packaging was robust and secure, ensuring all components were perfectly intact upon arrival. Regarding the build quality, the equipment feels incredibly solid and well-engineered; the materials used are clearly high-grade and durable. The initial setup instructions were clear, and the technical support team was responsive and helpful during the post-delivery inquiry phase. Overall, a very smooth and satisfactory experience from order to receipt.