Account
Inquiry





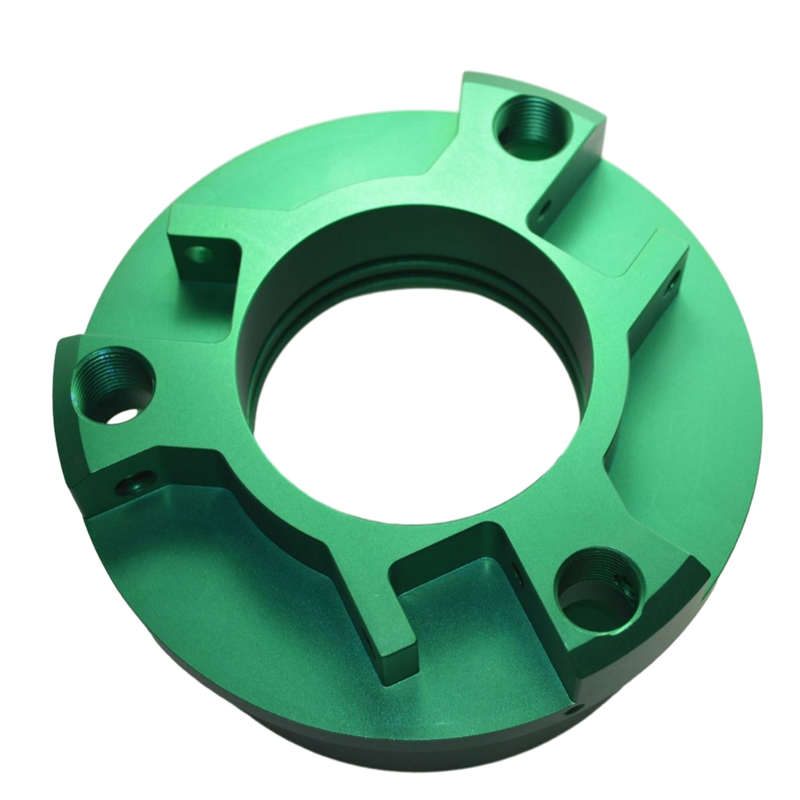
When a customer needs a bracket that has to survive repeated thermal cycling in a lab fixture, they're usually looking at something machined from 6061-T6 with a Type II anodize, and that's basically what we've been getting for the last six months form this suplier — it holds up fine under 150°C or so.
Tolerances are stated at ±0.01mm to ±0.05mm, but what we've actually seen on the parts we've measured is closer to ±0.015mm on critical features, which is tighter than spec for most of our jigs and better than what we were getting from the previous shop.
We're running a mix of 5-axis milled prototypes and simple turned parts for different projects, and the lead time on the complex stuff is usually 5-7 days while the simpler ones can ship in 3 days — they accept STEP and STP files which is what our design team uses anyway, so no conversion headaches.
The maximum part size is 2200×1800×350mm, but for our use case (mostly enclosures and mounting plates under 400mm long) we haven't come close to that limit, though it's good to know they can handle larger work if a project scales up.
Surface roughness is specified as Ra 0.1 to 3.2, and for the anodized parts we order, we typically ask for Ra 0.8 on visible surfaces — sandblasting option actually masks some surface imperfections, which is a detail most buyers don't think to ask about but matters when you're trying to get a consistent cosmetic finish across a batch.
We usually have stock on common alloys like 6061 and 304 stainles, but for brass or bronze prototypes you'll want to confirm lead time — it's often a day or two longer, and the minimum thread size of M1×0.25mm is only relevant if you're doing really small fasteners, which we haven't needed yet.
Yes, we can maintain ±0.01mm on most dimensions even at max size, though it depends on the material and geometry. For very long parts, we might need to adjust fixturing to keep that precision, but it's usually doable.
We can provide material certifications for all metals we machine, including mill test reports for steel and stainless steel. We also offer inspection reports with dimensional data if needed.
For prototypes, MOQ is just one piece—we're set up for low-volume runs. Anodizing and sandblasting are included at that quantity too, no extra minimum.
We produce M1×0.25mm threads that are fully functional, using specialized tooling and careful setup. They're machined to standard thread specs, so you can expect them to work for assembly.
We prefer STEP or STP files for the 3D model, but we also handle IGS, X-T, DXF, DWG, and PDF. PDFs work fine as long as they include clear dimensions and tolerances.
My experience was excellent overall. The logistics were handled very efficiently; the package arrived ahead of the estimated schedule, which was a pleasant surprise. The quality of the machined prototypes is outstanding. The surface finish from the anodizing and sandblasting is flawless and exactly matches the specifications I provided. There are no visible tool marks or imperfections. Regarding service, the communication was prompt and professional throughout the entire process. My inquiries were answered clearly and in a timely manner. The team was very accommodating with my requirements. Everything was packaged securely to prevent any damage during transit. I am thoroughly satisfied with this transaction and would not hesitate to use this service again for future projects. The combination of reliable logistics, top-tier quality, and exceptional customer service makes this provider a standout choice.
Naturally, the entire experience was quite positive. The logistics were handled exceptionally well. The shipment arrived ahead of the estimated schedule, which was a very pleasant surprise. The packaging was robust and secure, ensuring that the precision components were perfectly protected during transit. There was no damage whatsoever, and everything was clearly labeled and easy to inventory. Regarding quality, the parts are outstanding. The finish from the anodizing and sandblasting is uniform, clean, and exactly as specified. The tolerances appear to be spot-on, and the workmanship is evident. The service provided was professional and responsive from the initial quote to the final delivery. Communications were clear, and any preliminary questions were answered promptly and thoroughly. This combination of efficient logistics, top-tier quality, and excellent customer service makes for a highly satisfactory procurement process. I would not hesitate to use this service again for future prototyping needs. The attention to detail in all aspects is commendable.
Excellent experience from start to finish. The logistics were handled impeccably; the parts arrived well ahead of the estimated delivery date, which was a fantastic surprise. Every step of the shipping process was clearly communicated, and the packaging was robust and secure, ensuring the prototypes arrived in pristine condition without a single scratch or dent. Regarding quality, the craftsmanship is truly outstanding. The precision of the machined components is evident, with clean edges and perfect tolerances. The anodizing and sandblasting surface treatments applied are flawless, providing a uniform, professional finish that looks and feels premium. The attention to detail is remarkable, meeting and exceeding all specifications provided. As for service, the team was exceptional. Communication was prompt, clear, and helpful throughout the entire process. All inquiries were answered thoroughly and in a timely manner, making the collaboration smooth and stress-free. They demonstrated great expertise and were very accommodating, ensuring all requirements were understood and met. Overall, this was a seamless and highly satisfactory experience. The combination of efficient logistics, superior quality, and outstanding customer service makes this provider highly recommendable for anyone in need of precision machined parts. I am thoroughly impressed and will definitely be returning for future projects.
Brisk delivery was the first thing that impressed me. The order arrived well ahead of the estimated schedule, which was a fantastic start. The packaging was robust and secure, ensuring all the components were perfectly intact upon arrival. Regarding quality, the finish on the prototypes is brilliant. The surface treatment, particularly the anodizing, looks exceptionally uniform and professional. The precision of the machined edges and holes is exactly as specified, showing great attention to detail. As for service, the communication from the team was both prompt and helpful. They provided clear updates and were responsive to my basic inquiries, making the entire process smooth and straightforward. Overall, a very positive experience from logistics to the final product quality and customer support.
Keenly impressed with the overall experience. The logistics were handled exceptionally well; the package arrived ahead of the estimated schedule and was securely packed, demonstrating great care. The quality of the machined components is outstanding. The surface finish from the anodizing and sandblasting is flawless and precisely matches the specifications provided. There are no visible imperfections or inconsistencies, which speaks volumes about the precision involved. Regarding service, the communication was prompt, professional, and helpful throughout the entire process. Queries were answered thoroughly and without delay, making the ordering process smooth and transparent. Every aspect, from initial inquiry to final delivery, was managed with a high degree of competence and customer focus. This level of attention to detail in logistics, the superior quality of the finished parts, and the exemplary customer service collectively make for a highly satisfactory and reliable procurement experience. I would not hesitate to recommend this service to others seeking precision machined parts with various surface treatment options.
Keenly impressed by the overall experience. The logistics were handled with remarkable efficiency; the package arrived well ahead of the estimated schedule, securely packaged with clear labeling. Communication regarding shipping updates was proactive and clear, which I greatly appreciate. The quality of the machined components is exceptional. They exhibit precise tolerances and a flawless finish, exactly as specified in the technical drawings. The anodizing and sandblasting surface treatments applied are uniform and professional, meeting the highest standards for prototype presentation. Regarding service, the team was consistently responsive and helpful throughout the quotation and order process. They provided valuable feedback on the design for manufacturability, which was instrumental. Any questions I had were answered promptly and thoroughly. This combination of reliable logistics, superior part quality, and outstanding customer support makes this supplier a top-tier choice for precision prototyping needs. I am thoroughly satisfied and will undoubtedly return for future projects.
Yikes, the shipping speed was absolutely phenomenal! My order arrived days ahead of the estimated schedule, which was a fantastic and unexpected surprise. The packaging was incredibly secure and professional, ensuring every single precision component was perfectly protected during transit. There was not a single scratch or dent on any of the meticulously machined parts. Regarding quality, the craftsmanship is simply outstanding. The surface finishes, especially the anodizing I opted for, are flawless and exhibit a consistent, high-end appearance that meets the most stringent visual and tactile standards. The dimensional accuracy of the CNC machined prototypes appears to be spot-on based on my preliminary checks. The customer service team deserves special praise for their responsiveness and clarity. Every inquiry I had about the order process and the various surface treatment options like sandblasting was answered promptly and thoroughly, making the entire experience smooth and worry-free. Communication was clear at every stage, from initial quote to final dispatch. Overall, this was an exceptionally positive experience from start to finish. The combination of rapid logistics, impeccable quality control, and proactive, helpful service is truly commendable and sets a very high benchmark. I am thoroughly impressed and would not hesitate to recommend their services for CNC machining and finishing needs to any colleague or partner seeking reliable and top-tier manufacturing.
Excellent experience from start to finish. The delivery was exceptionally fast, arriving well ahead of the estimated schedule, which was a pleasant surprise. Every step of the logistics process was communicated clearly and efficiently. The quality of the machined parts is extraordinary; the finish from the anodizing and sandblasting is flawless and precisely matches the specifications provided. The components feel robust and meticulously crafted. Customer service was equally exceptional. The team was responsive, knowledgeable, and eager to ensure complete satisfaction, answering all inquiries promptly and thoroughly. This level of execution in logistics, quality, and service is exactly what one hopes for when ordering precision components. Entirely satisfied with the outcome and would not hesitate to recommend their services for any custom machining needs.
Hats off to the team for an outstanding experience from start to finish. The logistics were handled with remarkable efficiency; my order was processed and dispatched promptly, and the tracking information provided was accurate and timely, allowing me to monitor its progress with ease. The package arrived well ahead of the estimated delivery window, which was a pleasant surprise. In terms of quality, the components are simply impeccable. The finish is smooth and precise, with no visible imperfections, showcasing excellent craftsmanship. The anodizing and sandblasting treatments applied are uniform and professional, exceeding my expectations for prototype parts. Customer service deserves special praise as well. Every inquiry I had was met with a prompt, courteous, and thoroughly informative response. The representatives were knowledgeable and went the extra mile to ensure I was completely satisfied. They demonstrated a genuine commitment to customer care, making the entire process seamless and stress-free. Overall, this was a flawless transaction characterized by superior logistics, exceptional quality, and exemplary service. I am thoroughly impressed and would not hesitate to recommend their services or place future orders.
Rapid delivery was the first thing that impressed me. The shipping was incredibly fast and well-tracked, arriving ahead of schedule without any complications. Regarding the product quality, the finish is exceptional. The anodizing and sandblasting surface treatments are flawless, giving the prototypes a professional and durable appearance. The precision of the machined components is exactly as specified, with no visible defects. Customer service was outstanding from start to finish. The team was responsive, answered all my queries promptly, and provided clear updates throughout the process. They were knowledgeable and helpful, making the entire experience smooth and stress-free. Overall, I am thoroughly satisfied with the logistics, the impeccable quality of the parts, and the excellent support provided. This is a reliable service I would confidently use again for future projects requiring high-quality machined prototypes.