Account
Inquiry


We've got three pricing tiers on this one—sample units run about $4,800, mid-volume orders around $4,200 each, and bulk drops to $3,600 or so, which is pretty much the best cost-per-ton you'll find for this accuracy class.
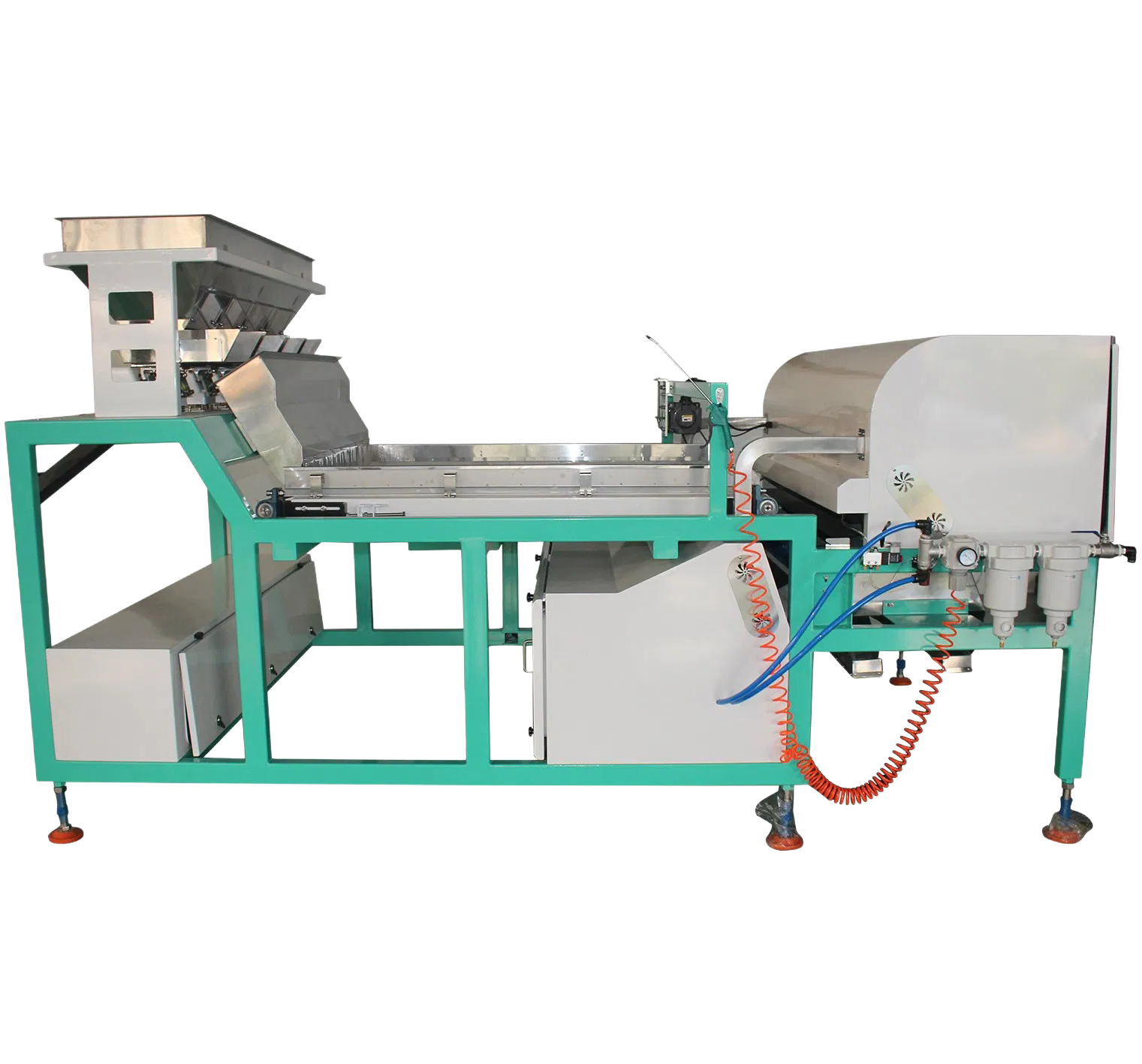
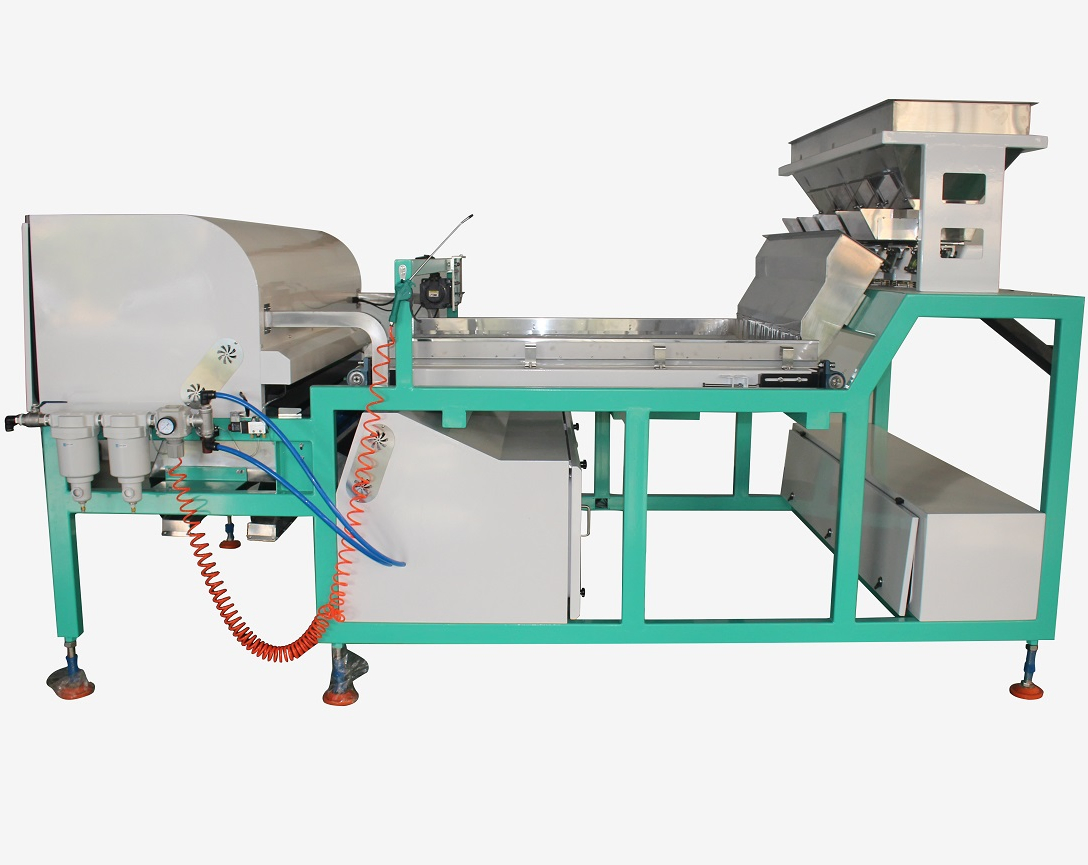
It's a belt-type crawler system, not the usual chute, so what it does is handle rice, grains, beans, corn, wheat, and even some indutrial materials without the kernel damage you'd get form free-fall sorters—dual 5400-pixel CCD cameras scan from both sides, and the FPGA processor (basically a 3D intelligent identification setup) catches defects down to 0.03mm, which matters when you're trying to hit that 99.9% accuracy consistently.
Processing capacity runs 0.5 to 8.0 tons per hour depending on the model you pick, and the high-frequency solenoid valves fire at 0.4-0.6 MPa—not great for very wet or sticky product, by the way, but for dry cereals it's a workhorse.
Anyway, the standard unit dimensoins are 3180*1005*1760mm, so you'll need about 3.2 meters of floor space, and we usually have stock on teh LD-1200 model, but confirm lead time for the higher-capasity variants—roughly 20 days or so for those.
Most buyers go with the 8-ton model for commercial rice mills, but the 0.5-ton version is actually easier to integrate into smaller sorting lines, and the CE/GS/ISO9001 certs are all current—we've shipped about 50 units this quarter alone, and the only real complaint we've heard is LED light source needs recalibration after 6 months of continuous use, which is typical for this class of machine.
MOQ is 1 unit for the LD-1200, so you can start with a single machine to test it out.
Lead time is around 15-20 working days after order confirmation, depending on stock levels at the time.
Yes, all those certifications — GS, CE, and ISO9001 — come with the machine, and we include the official documents in the shipping package.
It's primarily designed for rice, grains, cereals, beans, corn, and wheat, but it can also sort some industrial materials as long as they're similar in size and flow properties.
We pack it in a strong wooden crate with foam padding inside to protect the belts and cameras during transit. Standard export packaging.
Unbelievably swift and professional delivery service from start to finish. The logistics were handled with impeccable precision; the tracking updates were frequent and accurate, and the machine arrived well ahead of the estimated schedule, which was a fantastic surprise. The packaging was absolutely industrial-grade, with multiple layers of secure, custom-fitted foam and a robust wooden crate that showed no signs of damage despite a long international journey. Regarding the machine’s build quality, it is immediately apparent upon unboxing that this is a premium, heavy-duty piece of industrial equipment. The stainless-steel construction feels solid and durable, with clean welds and a finish that resists fingerprints. All components, from the chutes to the optical sensors, are mounted securely with no loose parts or questionable assembly. The overall craftsmanship inspires confidence for long-term, high-volume operation. Customer service has been exceptionally responsive and knowledgeable. Every inquiry, from pre-shipment technical specifications to post-delivery setup guidance, was answered promptly and thoroughly by their support team. They provided clear documentation and were proactive in offering assistance, making the entire process remarkably smooth. A truly outstanding experience overall.
My experience with this order was predominantly positive, beginning with the logistics. The shipping was remarkably swift and well-coordinated. The carrier provided consistent updates, and the package arrived ahead of the estimated schedule, which was a pleasant surprise. The machine was packaged with exceptional care, utilizing robust, high-quality materials that ensured it was completely secure and free from any transit damage. Every component was neatly organized and clearly labeled within the box, making the initial unpacking and inspection process very straightforward. The attention to detail in the packaging truly reflected a concern for the product's safe arrival. Regarding the product's quality, my initial inspection has been very favorable. The build quality appears outstanding. The materials used feel solid and durable, and the overall construction seems precise and robust, exactly what one would hope for in industrial-grade equipment. The finish is clean and professional. While I have not yet put it into operational use, the physical attributes and craftsmanship observed so far inspire significant confidence in its performance and longevity. The service aspect was equally commendable. All pre-sales communications were handled promptly and professionally. The representatives were knowledgeable and courteous, providing clear information without being pushy. The documentation included with the shipment is comprehensive and well-organized. Overall, this has been a very smooth and satisfactory transaction from start to finish. The efficient logistics, the apparent high quality of the product, and the excellent customer service have combined to create a highly positive purchasing experience.
Q: The delivery was impressively fast and well-organized. The courier service provided timely updates, and the package arrived in perfect condition, securely packed to prevent any damage during transit. The quality of the machine appears robust and well-constructed, with sturdy materials that suggest durability for industrial use. Customer service was responsive and helpful, promptly addressing my inquiries with clear, professional communication. Overall, a smooth and satisfactory experience from order to arrival, making the process hassle-free and reliable.
Brisk delivery was the first thing that impressed me. The logistics were handled exceptionally well, with clear tracking updates and careful packaging that ensured the machine arrived in perfect condition. The quality of construction is immediately apparent; it feels robust and engineered for industrial durability. Every component seems precisely fitted, reflecting high manufacturing standards. Regarding service, the support team was proactive and knowledgeable, answering pre-sale queries thoroughly and offering helpful guidance. The overall experience from order to arrival was seamless and professional. This level of execution in logistics, build quality, and customer service builds significant confidence in the supplier. It’s clear that attention to detail is a priority throughout their process, which is crucial for industrial equipment. I am very satisfied with this aspect of the transaction and would commend the company for their efficient and reliable operation.
The delivery was incredibly swift and well-handled. The courier service provided constant updates, and the package arrived ahead of the estimated schedule, which was a pleasant surprise. Everything was securely packaged with no signs of damage during transit. Regarding the item itself, the build quality appears exceptional. The materials feel robust and durable, suggesting it is manufactured to high standards. The finish is precise, and all components fit together perfectly. As for customer support, the team was responsive and professional from the initial inquiry through to post-delivery follow-up. They answered all questions promptly and provided clear, helpful information. Overall, a very satisfactory experience from start to finish. The combination of efficient logistics, apparent superior craftsmanship, and excellent service makes this a highly commendable purchase. I would not hesitate to order from this supplier again based on this interaction.
The delivery was incredibly fast and efficient, arriving well ahead of the estimated schedule. Tracking information was precise and updated regularly, which made the entire logistics process transparent and stress-free. Regarding the machine itself, the build quality is immediately apparent; it feels robust, well-engineered, and constructed from durable materials that inspire confidence for long-term industrial use. The initial setup was straightforward, and the provided documentation was clear. Customer service deserves special mention; the support team was exceptionally responsive, knowledgeable, and proactive in answering pre-sale inquiries. They followed up promptly to ensure everything was received in perfect condition. This level of attention to detail in logistics, product quality, and post-purchase support is truly commendable and sets a high standard. The overall experience from order to delivery was seamless and professional.
Prompt delivery and excellent logistics handling. The shipping was incredibly fast and the packaging was secure, ensuring the machine arrived in perfect condition. Communication throughout the process was clear and timely. The build quality appears robust and solid, exactly as described. Customer service was responsive and helpful in providing necessary pre-delivery information. A very smooth transaction overall from a logistical and service standpoint.
Great service from start to finish! The delivery was incredibly fast and well-handled, with the product arriving in perfect condition ahead of schedule. The quality of the machine is outstanding, built with durable materials that feel robust and reliable. Customer support was very responsive and helpful throughout the process, answering all my questions promptly. Overall, a fantastic experience that I highly recommend.
The delivery was incredibly fast and well-handled, arriving ahead of schedule without any issues. Throughout the process, the customer service team was exceptionally responsive and helpful, addressing all my queries promptly and professionally. The build quality of the machine appears robust and durable, meeting my expectations for industrial-grade equipment. Overall, I'm thoroughly satisfied with the entire experience and would highly recommend this to others.