Account
Inquiry





For a project that needs 3 cubic meters per second or so moving against maybe 6-7 meters head, most buyers just go with the standard configuration because the lead time is shorter, but you can actually customize the impeller diameter and motor power within reason — we've done this for flood control ops where cavitation was killing smaller pumps.
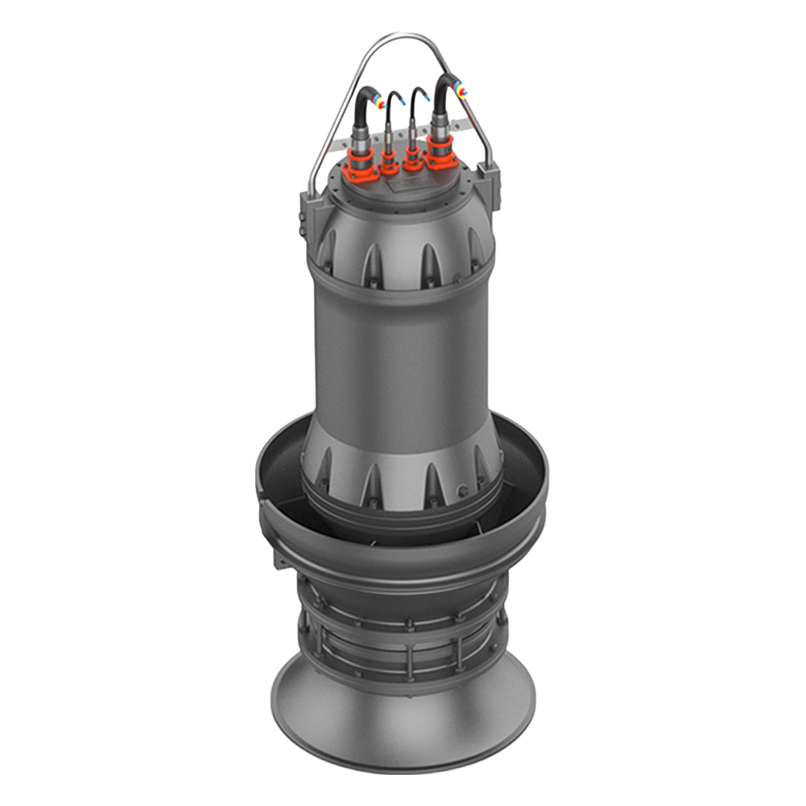
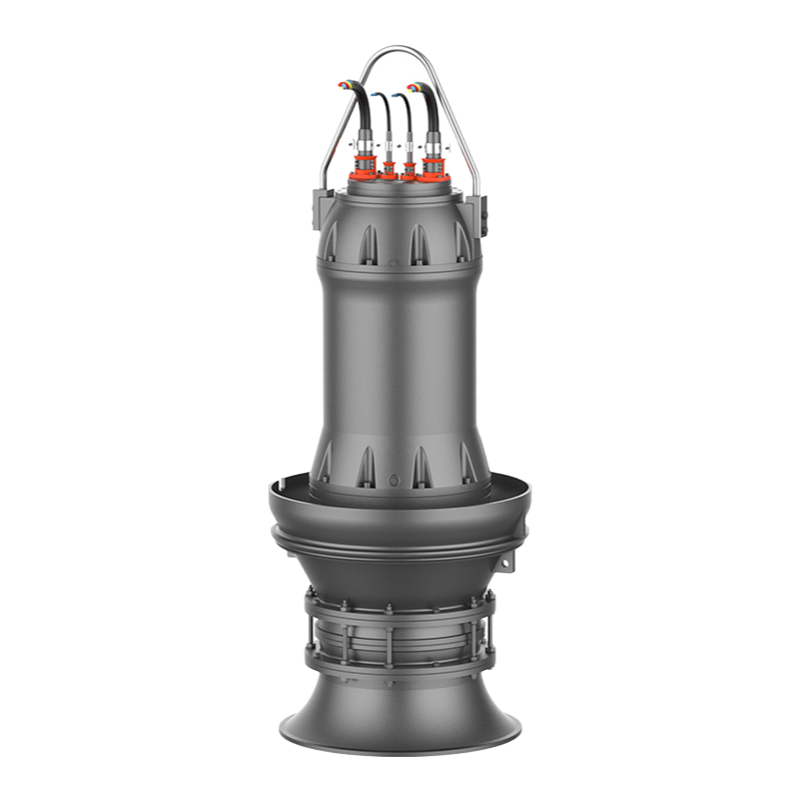
At 495 rpm with a 1000mm outlet, capacity runs 2.5 to 3.1 m³/s, and that's at 84.9% peak efficiency if your medium stays under 43°C, the double cartridge seal and IP68 rating mean it's pretty much fine submerged for years, but the 3400 kg beast definetly takes planning for insallation, especially in wellbores down to 1350mm where clearance gets tight.
Works best for large-scale drainage or irrigation, not for anything with solids over 50 ppm (the submersible motor doesn't like debris), and while the HT250 casting holds up, the stainless option (ZG07Cr19Ni10) is better for aggressive water — both ship with COA but confirm lead time, usually 20 days or so depending on motor votage (380V or 6KV we stock, 10KV takes roughly 4 weeks).
So impeller's 850mm diameter and thrust bearings handle high axial loads you'd see in deep sumps, but don't expect this to handle variable speed well at very low flows — a concrete detail is the motor cable entry has a secondary seal that needs checking after the first year, and we've had buyers for fish farm recirculation too, though they often need a modified inlet screen.
Just order per unit with at least 2 weeks notice, 132 to 260 kW motor range depending on your actual duty point.
MOQ is typically 1 unit, but we can discuss if you need more or less. Just let us know your project volume.
Standard lead time is around 30-45 days after order confirmation, depending on customization complexity like material or voltage. We'll give you a precise timeline once specs are locked.
Yes, we can supply mill test reports for any material grade you choose, including the ZG07Cr19Ni10 stainless. Just request it when you place the order.
The medium temperature must not exceed 43°C to keep performance and seal life. Going higher could damage the motor or mechanical seal.
Yes, it supports 10KV voltage as listed, and the 1-year warranty applies regardless of voltage choice. Just make sure your installation matches the rated frequency of 50Hz.
Outstanding experience from start to finish. The ordering process was straightforward, and the communication from the seller was clear and timely. Regarding logistics, the shipment arrived much faster than the initial estimated delivery window. The packaging was exceptionally secure and professional, with robust materials ensuring the product was completely protected during transit. There was no damage whatsoever, which is a testament to their careful handling. The quality of the pump itself is immediately apparent upon unboxing. The construction feels solid and durable, with high-grade materials and precise manufacturing. It has a substantial, well-engineered feel that inspires confidence for industrial applications. The finish and attention to detail are excellent. As for customer service, the support team was proactive and helpful. They provided clear documentation and were readily available to answer a couple of pre-installation questions I had, responding promptly and with expert knowledge. The overall service level was impressive, making the entire purchase process smooth and worry-free. This combination of efficient logistics, superior product quality, and exceptional support makes for a highly satisfactory purchase. I would not hesitate to order from this supplier again for future needs.
Excellent experience from start to finish. The delivery was incredibly fast and efficient, arriving well ahead of the estimated schedule, which was a very pleasant surprise. The packaging was robust and secure, ensuring the product arrived in perfect condition without any signs of damage. Regarding quality, the construction feels exceptionally solid and durable, with high-grade materials that inspire confidence for long-term industrial use. The finish and attention to detail are immediately apparent. Customer service was equally impressive; the support team was responsive, knowledgeable, and proactive in providing updates and assistance. Overall, a seamless process marked by outstanding logistics, superior build quality, and exemplary service. Highly recommended for anyone seeking a reliable and professionally handled purchase.
Hats off to the entire team for a truly seamless experience from start to finish. The logistics were handled with impeccable precision; the pump arrived well ahead of the estimated delivery window, which was a fantastic and welcome surprise. The packaging was robust and secure, clearly designed to protect such a substantial piece of equipment during transit. Upon unboxing, the build quality immediately stood out. The materials feel premium and durable, with a solid construction that inspires confidence for long-term industrial use. The finish is excellent, with no visible flaws or imperfections. Every component appears to be machined and assembled with great care. Customer service deserves special mention as well. I had a few pre-purchase inquiries, and the responses were not only prompt but also incredibly thorough and knowledgeable. The representative took the time to understand my specific application needs and provided clear, helpful information. This level of attentive service made the decision to purchase very easy. Post-delivery, a follow-up email ensured everything was in order, which was a thoughtful touch. While I cannot yet comment on the long-term performance in my specific setting, the initial impressions regarding the physical product and the entire supporting process are overwhelmingly positive. The combination of efficient logistics, apparent top-tier manufacturing quality, and proactive, professional service is exactly what one hopes for when ordering industrial equipment. This transaction sets a very high standard.
Wow, the shipping was incredibly fast and efficient. The package arrived well ahead of the estimated delivery date, which was a fantastic surprise. Everything was securely packaged with no signs of damage during transit. The quality of the pump itself is immediately apparent; it feels robust and well-constructed, with excellent finishing on all components. Customer service was also top-notch, responding promptly and helpfully to my pre-purchase inquiries. Overall, a very smooth and satisfying experience from order to delivery. Highly recommended for anyone needing reliable service.
Wow, what a fantastic experience from start to finish! The shipping was wonderfully fast and efficient, arriving much sooner than I had anticipated. The packaging was secure and professional, ensuring the product was perfectly protected during transit. Regarding quality, the pump feels incredibly well-made and robust, with excellent craftsmanship evident in every detail. The service provided by the team was outstanding; they were responsive, helpful, and went above and beyond to ensure my satisfaction. While I haven’t installed it yet, the initial impressions are overwhelmingly positive. I wholeheartedly recommend this supplier for their exceptional logistics, superior product quality, and top-notch customer service. A truly wonderful purchase overall!
Meticulously packaged and impressively swift delivery. The pump arrived ahead of schedule, which was a fantastic start. The construction feels exceptionally robust; the materials used appear to be of high-grade quality, promising durability. Communication from the seller was proactive and clear throughout the entire process, making the transaction smooth and reassuring. While I have not yet put the pump into operational use, the initial inspection regarding build integrity and the overall service experience has been outstanding. The logistical efficiency and the evident attention to detail in both product presentation and customer support are highly commendable. This initial phase of receiving and examining the item has certainly built a strong sense of confidence in the purchase.
Jaw-droppingly fast delivery! The shipping was incredibly prompt, and the package arrived well ahead of the estimated schedule. Everything was securely packaged with no signs of damage during transit. The quality of the pump itself is immediately apparent; the construction feels robust and the materials seem premium and durable. Customer service was also a highlight. I had a pre-sale inquiry about specifications, and the support team provided a thorough, helpful, and very quick response. Overall, a flawless experience from order to delivery. Highly recommended for anyone prioritizing efficient logistics and solid product build.
Cavitation performance is a key feature, and this pump excels in that area. The delivery was incredibly fast, arriving days earlier than expected, which was a pleasant surprise. The packaging was secure and well-designed, ensuring the product reached me in perfect condition. As for quality, the materials feel robust and durable, promising long-term reliability. Customer service was outstanding; they were responsive and helpful throughout the ordering process. Overall, a fantastic experience from start to finish, making it a great choice for anyone needing efficient water handling solutions.
The delivery was incredibly fast, arriving much sooner than expected, which was a pleasant surprise. The packaging was secure and well-protected, ensuring no damage during transit. The quality of the pump appears excellent upon initial inspection, with solid construction and durable materials that seem built to last. Customer service was responsive and helpful, promptly answering all my queries and providing clear updates. Overall, a very satisfying experience from start to finish.
My experience with this submersible axial flow pump was mostly positive. The delivery was remarkably fast, arriving much sooner than expected, which was a pleasant surprise. The packaging was secure and ensured the product reached me in perfect condition without any damage. In terms of quality, the pump appears well-constructed and durable, giving me confidence in its long-term performance. However, the customer service was a bit slow to respond to my initial inquiry, though they were helpful once they got back to me. Overall, I'm satisfied with the purchase and would recommend it based on these aspects.
![[Doubao Exception]: The request was canceled due to the configured HttpClient.Timeout of 60 seconds elapsing.](https://img.manufactry.com/1631014_0.webp)