Account
Inquiry
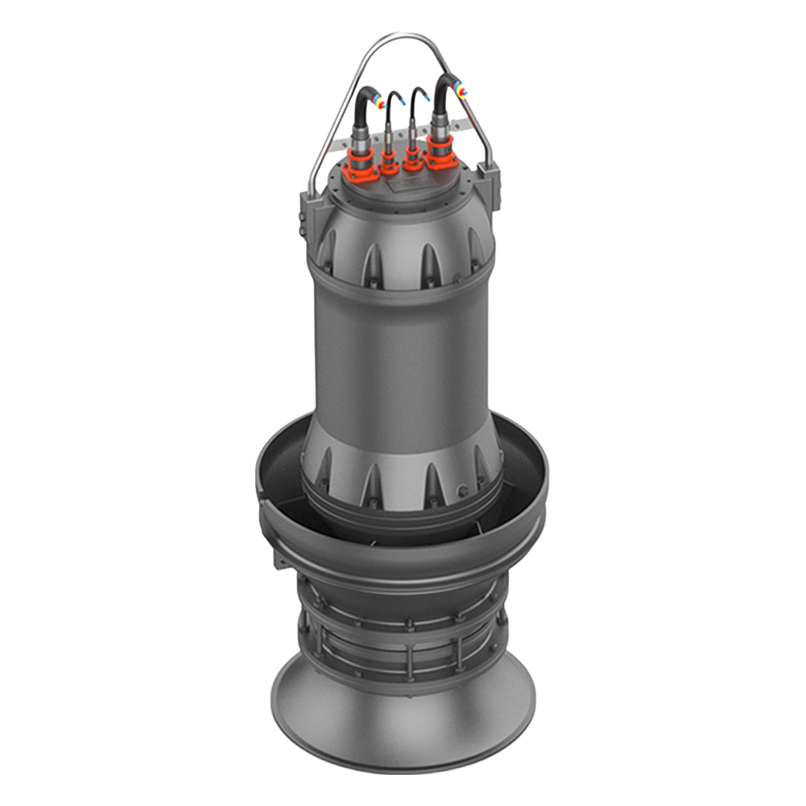
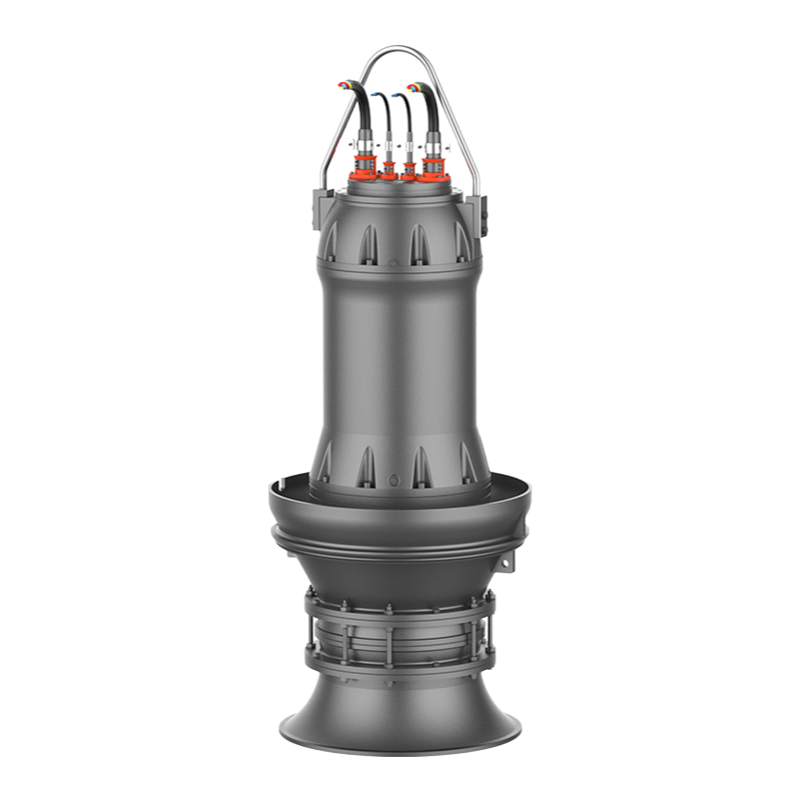




The capacity ranges from 1.37 to 6 cubic meters per second, and the head maxes out at 6 meters, so it's designed for high-flow, low-lift appliction, which we typically see in flood control or large-scale irrigation, not something you'd use for a tight confined space where head pressure is critical, and the pump efficieny sits between 83.6 and 84.6 percent, which is pretty solid for an axial flow model of this size.
We've got the impeller diameter at 650mm, and the shaft power runs from about 58.28 to 86.02 kW depending on your operating point, and it spins at a fixed 590 rpm—basically, the motor insulation is rated F or H grade, and protection class is IP68, so it can sit submerged without issues, and the sealing system uses a double cartridge mechanical seal which is easier to replace than some older designs, though you'll want to check the medium temperature doesn't exceed 43°C.
Most buyers in water conservancy projects or thermal power stations go with the cast iron version for cost reasons, but if you're dealing with corrosive water or high sediment loads, the stainless steel option holds up better long-term—actually, one guy we dealt with had a situation with brackish water and had to swap out the bearings after two years, but that's unusual, and the thrust spherical roller bearing handles axial loads well, but it's not a magic bullet.
On the supply side, we usually have stock for the standerd 380V or 660V motors, but the 3KV, 6KV, and 10KV options require a lead time of roughly 12 to 16 weeks because they have to be wound specifically for your voltage—also, we can provide COAs and TDS documentation with each shipment, but confirm if you need a full third-party inspection, as that adds about 20 days or so to the delivery.
Payment terms are typically 30% deposit with the balance before shipment, though our company can do a letter of credit for larger orders—the warranty runs one year from delivery date, and we're certified under GB/T13008 and JB/T standard, but we don't cover damage from improper installation or running the pump outside its specified operating range, which is a pretty common limitation anyway.
The intelligent monitoring system gives you real-time data on vibration and temperature, which is handy for predictive maintenance, but it's not a set-it-and-forget-it feature, and you'll need someone who knows how to interpret the alerts—we don't include remote monitoring setup in the base price, so factor that in if you want full integration.
We typically require a MOQ of 1 unit for this model, but volumes can be discussed for larger projects.
Standard lead time is around 30-45 days, but custom builds like stainless steel may add 1-2 weeks depending on material availability.
Yes, we provide test reports and certification documents per GB/T13008 and JB/T standards with each unit.
Absolutely, the 700QZ-100J supports rated voltages up to 10KV, so just specify your voltage when ordering.
Store it in a dry, clean area below 43°C and keep the seals lubricated to prevent damage during long-term storage.
![[Doubao Exception]: The request was canceled due to the configured HttpClient.Timeout of 60 seconds elapsing.](https://img.manufactry.com/1631014_0.webp)